2015-01-21
2015-01-21 713
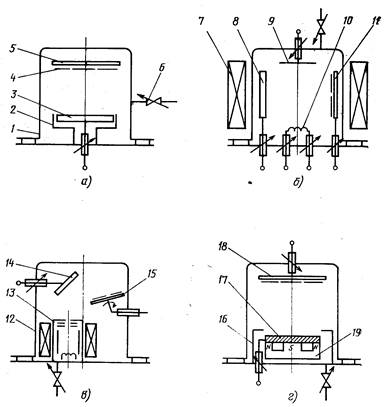
713Метод нагрева электронной бомбардировкой может быть реализован в виде облучения металлического тигля 11 (рис. ж), включенного как анод. При этом энергия электронов, эмиттированных катодом 12 и сфокусированных экраном 13, преобразуется в тепловую, выделяемую на тигле 11.
С помощью электронных пучков (рис. з) можно получить поток энергии с большой плотностью мощности на сравнительно небольшой поверхности испарения — до 5*108 Вт/см2. Практически точечная фокусировка пучка позволяет получить очень высокую температуру, что дает возможность испарять любые, даже самые тугоплавкие, материалы с достаточно большой скоростью испарения. К недостаткам метода следует отнести наличие высокого напряжения (~10 кВ), что требует соблюдения условий безопасной работы.
Испарение материалов в дуговых —испарителях (рис. и) осуществляется из областей быстроперемещающихся по поверхности катода 22 микропятен, число которых пропорционально току разряда. Микропятна являются интенсивными источниками пара благодаря высокой плотности тока в пятне (105... 107 А/см2). Высокая концентрация мощности в катодном пятне (107...108 Вт/см2) позволяет получать пленки из сплавов с сохранением стехиометрического состава. Область катодного пятна является сосредоточенным источником тепла, приводящим за очень короткое время к возникновению температуры, значительно превышающей температуру испарения составляющих сплава.
Процесс формирования пленок при ионном распылении характеризуется тем, что скорость осаждения, как правило, ниже, чем при термическом испарении, осаждение пленок происходит в разряде, распыление производится в низком вакууме. Методами ионного распыления возможно получение пленок такого же сложного состава, как и исходный материал, даже тогда, когда коэффициенты распыления отдельных компонентов различаются между собой.