 2015-02-27
2015-02-27 1977
1977Закрепление в центрах. Распространенным способом крепления длинных деталей (типа разнообразных валиков) является крепление в центрах. В отверстия шпинделя в пиноли задней бабки необходимо вставить передний и задний центры, прилагаемые к станку.
Предварительно отверстия в шпинделе и пиноли необходимо аккуратно вытереть тряпкой. Также необходимо протереть конусные части центров. Затем следует продвинуть заднюю бабку к передней и проверить совпадение центров. На резьбовую выступающую часть шпинделя необходимо навернуть планшайбу с поводком. В торцах обрабатываемой детали засверлить центровые отверстия.
На рисунке 22 показано стандартное центровое отверстие.
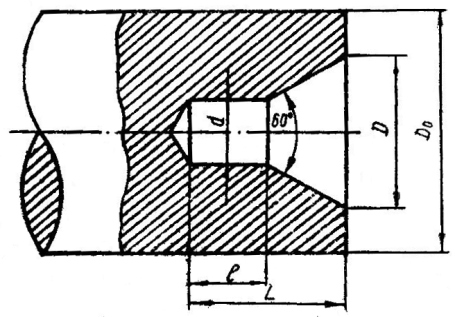
Рис. 22 Стандартное центровое отверстие
Для того, чтобы деталь не была эксцентричной и вся поверхность была обработана, центровое отверстие должно быть возможно точнее расположено по оси детали.
Один из способов разметки центрового отверстия приводится ниже. Торцы детали закрашиваются мелом, чтобы риски, определяющие положение центровых отверстий, были более заметными. Берут штангенциркуль, разводят его на размер несколько больший, чем радиус детали, и закрепляют винтом.
Одну ножку прикладывают к окружности торца детали, а второй ножкой прочерчивают дугу около центра торца. Затем таким же образом проводят еще три дуги, каждый раз переставляя ножку циркуля примерно на 1/4 окружности торца. Начерченные дуги образуют фигуру, в центре которой и должен находиться центр отверстия. Этот центр намечают на глаз устанавливая керн в центр фигуры.
Для правильной разметки керн надо устанавливать вертикально. По накерненному центру засверливается отверстие по размерам и форме, указанным выше.
Центровые отверстия детали перед установкой ее на станок смазывают небольшим количеством вазелина, отсутствие смазки приведет к быстрому и сильному нагреву стенок конического отверстия, заднего центра и их порче.
Размеры центровых отверстий в мм. (рис. 22) приведены в таблице 7.
Таблица 7
| D0 | d | D (не более) | L | l (не менее) |
| 4-6 | 0,7 | |||
| 6-10 | 2,5 | 2,5 | 1,2 | |
| 10-16 | 1,5 | 1,8 | ||
| 16-26 | 2,4 | |||
| 26-40 | 2,5 | |||
| 40-55 | 7,5 | 7,5 | 3,6 | |
| 55-70 | 4,8 |
На конец детали, который будет находиться в центре передней бабки, надевают хомутик и надежно закрепляют его винтом, затем устанавливают деталь на станок (рис.23).
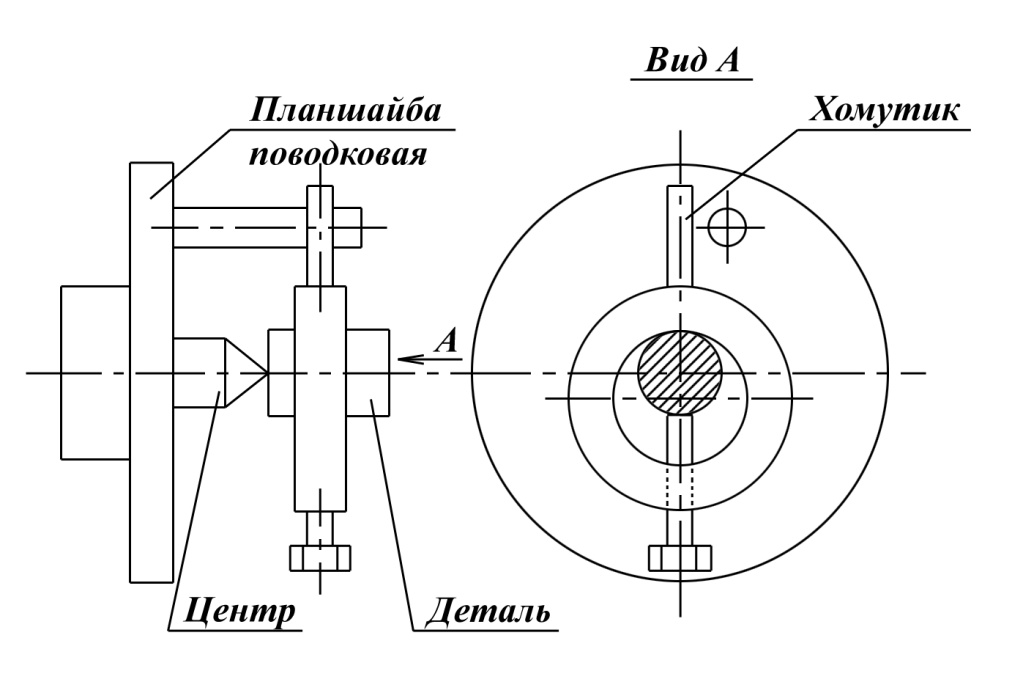
Рис. 23 Закрепление детали на планшайбе с поводком
В центровые отверстия торца должен войти центр передней бабки, при этом хвост хомутика должен зацепиться за поводок планшайбы. Поддерживая деталь рукой, подводят заднюю бабку так, чтобы центр вошел во второе центровое отверстие.
Закрепляют заднюю бабку и, вращая ручку пиноли задней бабки, устанавливают такое положение заднего центра, чтобы деталь надежно висела на центрах, но имела возможность вращаться. Отрегулировав это положение, закрепляют пиноль. При вращении шпинделя станка будет вращаться и планшайба, а ее поводок захватывает хвост хомутика и тем самым приводится во вращение деталь. Хомутик должен находиться впереди поводка планшайбы, по направлению вращения.
Планшайба с поводком при вращении представляет опасность для работающего: при ее применении требуется повышенная внимательность и осторожность.
При точении возникает большее давление резца на деталь, поэтому при недостаточно надежном креплении детали или неправильной установке резца по высоте деталь будет вырвана из центров, что может привести к несчастному случаю.
Вследствие этого на установку и закрепление детали следует обратить самое серьезное внимание.
При точении деталь нагревается и удлиняется. Учитывая это, необходимо время от времени останавливать станок, освобождая задний центр, затем снова его подводить и закреплять пиноль. Также необходимо периодически дополнительно смазывать центровое отверстие у заднего центра.








