 2015-02-27
2015-02-27 1310
1310Перед началом работы на станке необходимо правильно установить резец в резцедержателе суппорта. Выступающая часть резца должна быть возможно короче – не больше полуторной высоты резца. При большем вылете резец при работе будет вибрировать и обрабатываемая поверхность получится волнистой со следами дробления.
Для большинства видов токарной обработки вершины резца необходимо установить точно по высоте центров (приблизительно на величину 0,1 диаметра отверстия). Для точной установки резца по высоте надо применять подкладки между резцом и плоскостью резцедержателя. Подкладки должны иметь параллельные поверхности. Толщина их должна быть такой, чтобы количество их под резцом было не более двух.
Длина подкладок должна быть примерно равной длине стороны резцедержателя. Для проверки положения вершины резца (рис.21) резцедержатель с резцом подводят к одному из центров станка - переднему или заднему; в этом случае предварительно нужно в шпиндель станка или пиноль задней бабки вставить центр.
Регулируя количество прокладок или применяя прокладки разной толщины, устанавливают резец по высоте центра, и затягивают винты резцедержателя, крепящие резец. Затягивать надо сначала все винты слегка, а затем, проверив высоту резца, затянуть винты окончательно. Закрепление резца должно быть надежным и прочным.
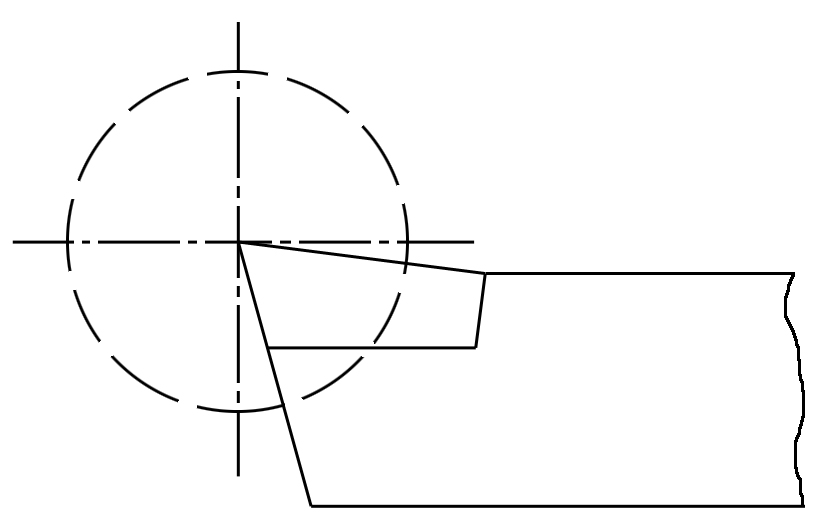
Рис. 21 Установка резца

