 2015-02-04
2015-02-04 3848
3848Лекция 21.
Тема: Переносные сборочные приспособления
План:
1. Классификация переносных сборочных приспособлений.
2. Назначение переносных сборочных приспособлений.
К переносным сборочным приспособлениям относятся струбцины, стяжки, фиксаторы, распорки, домкраты и т. п. Все эти устройства делятся на ручные и механизированные.
Рассмотрим ручные устройства.
Струбцины служат для прижима двух и более деталей друг к другу или для установки и закрепления деталей в определенном положении (установочные струбцины). На рис. 49, а показана наиболее распространенная конструкция ручной винтовой струбцины.
На рис. 49, б показана установочная струбцина, состоящая из двух винтовых струбцин и талрепа 7 (гайки с правой и левой резьбой). Детали, закрепленные в струбцинах, устанавливают талрепом на необходимом расстоянии.
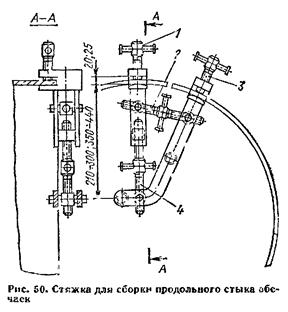
Стяжки предназначены для сближения кромок, свариваемых изделий (рис. 50). Стяжка состоит из двух винтовых струбцин 1 и 3, связанных двумя винтами 2 и 4, с правой и левой резьбой каждый. Кромки обечайки закрепляют в струбцинах, после чего винтом 4 выравнивают, а винтом 2 стягивают до необходимого между ними зазора.
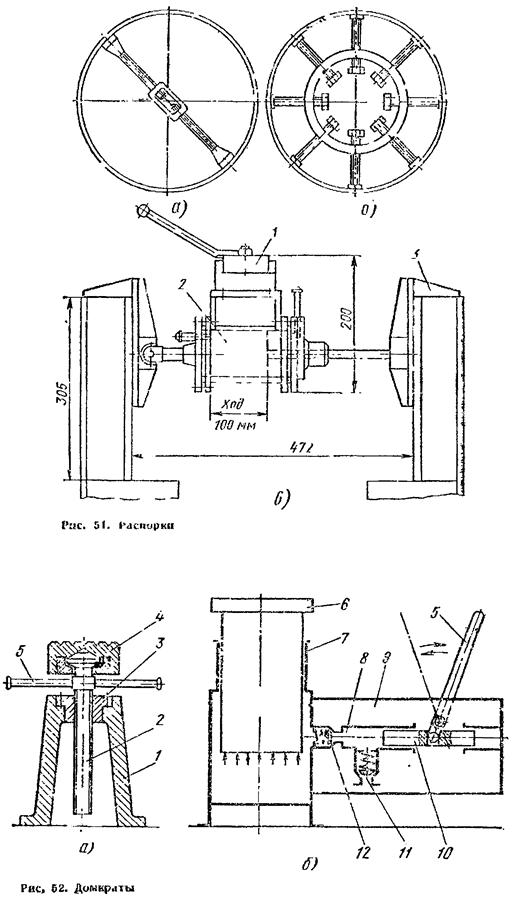
Распорки предназначены для выравнивания кромок, собираемых изделий, сохранения формы и размеров изделий при сборке и сварке, а также для исправления местных дефектов формы. На рис. 51, а показана винтовая распорка, состоящая из двух винтов с правой и левой резьбой, соединенных талрепом. На рис. 51, б изображена кольцевая винтовая распорка, разжимающая обечайку в нескольких точках, равномерно расположенных по окружности.
Домкраты в сборочно-сварочном производстве применяют в качестве регулируемых опор для точной установки тяжелых деталей при сборке для прижима деталей. На рис. 52, а показан обычный винтовой домкрат, работающий так же, как прямодействующий винтовой прижим. При вращении рукоятки 5 винт 2 поднимается, вывинчиваясь из гайки 3, закрепленной в корпусе 1. На конце винта шарнирно укреплена опорная пята 4.
В качестве привода механизированных устройств применяют пневмо- и гидропривод, электро- и постоянные магниты. Примером приспособления с пневмоприводом может служить пневматическая распорка для коробчатых конструкций, состоящая из пневмоцилиндра 2, пневмораспределителя 1 и двух башмаков 3, один из которых закреплен на штоке, второй — на цилиндре (рис. 51, в).
Недостаток применения пневмопривода для переносных приспособлений – его зависимость от воздушной сети и наличие громоздких коммуникаций – шлангов для связи с сетью. Поэтому пневмопривод применяют при использовании приспособления на постоянном рабочем месте без переноски его на значительные расстояния. В этих же случаях применяют гидропривод со станцией, приводимой в действие электродвигателем. Чаще используют гидропривод с ручными насосами.
В целях компактности в переносных приспособлениях применяют высокие давления масла – до 1000 кгс/см2 (100 МПа) и более. Это позволяет значительно уменьшить размеры и массу гидропривода и встроить его в корпус приспособления, благодаря чему достигается автономность. На рис. 52, б показан гидравлический домкрат с ручным насосом. При движении плунжера 10 ручного насоса вправо в цилиндре 8 насоса создается разрежение и масло из резервуара 9 поступает через впускной клапан 11 в цилиндр насоса. При движении плунжера влево масле, находящееся ь цилиндре насоса, сжимается и, преодолевая сопротивление пружины напорною клапана 12, поступает в подъемный цилиндр домкрата 7под плунжер 6. Благодаря большой величине отношения площадей подъемного цилиндра и цилиндра насоса гидравлические домкраты могут развивать большую подъемную силу — до нескольких десятков и даже сотен тонн.
В судостроении для подгонки корпусных секций при сборке их на стапеле применяют гидравлические распорки с ручным насосом, развивающим давление масла до 900 кгс/см2 (90 МПа). Прижимное усилие достигает 10 000 кгс (100 кН). Масса распорки длиной 385 мм составляет б кг. Ход поршня 60 мм. Широко используют переносные приспособления с магнитами. На рис. 53 показаны электромагнитные зажимы, предназначенные для выравнивания кромок при сварке встык и фиксирования зазоров между кромками (рис. 53, а), а также для удержания листов в вертикальном положении при сборке и сварке угловых и тавровых соединений (рис. 53, б). Зажимы развивают усилие до 500 кгс (5 кН) и применяются для листов толщиной 5—35 мм. Для питания зажимов необходим постоянный ток напряжением 24 В. На рис. 53, в показан пример применения зажима с электромагнитом для сборки стыкового соединения из листов.
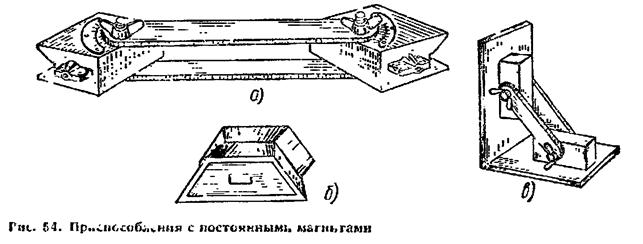
На рис. 54 показаны угловые приспособления с постоянными магнитами — регулируемые с выключением магнита для сборки соединений из профильного проката под различными углами (рис. 54, а) и нерегулируемые без выключения магнита для соединения угловых соединений под прямым углом (рис. 54, б). Приспособления развивают усилия 30—40 кгс (300—400 Н). Регулируемое приспособление в процессе сборки углового соединения из листов показано па рис. 54, в.
Переносные сборочные приспособления применяют в основном в качестве универсальных для различных изделий, но иногда, в условиях крупносерийного производства, используют специальные переносные сборочные приспособления, аналогичные по устройству универсальным. Так, например, пневматическая распорка (рис. 51, в) является специальным приспособлением для сборки сварных станин одного типоразмера. Все остальные рассмотренные выше приспособления — универсальные, применяемые для широкой номенклатуры изделий.
1. Назначение переносных сборочных приспособлений.
2. Назначение домкратов.
3. Назначение стяжек и распорок.
Литература:
Базовая:
6. А.Д. Гитлевич, Механизация и автоматизация сварочного производства, М., Машиностроение, 1979г. – стр.290.
Вспомогательная:
1. С.А. Куркин, Сварные конструкции, М., Высшая школа, 1991г. – стр.398;
7. М.С. Львов, Автоматика и автоматизация сварочных процессов, М., Машиностроение, 1982г. – стр.302;
8. В.А. Тимченко, А.А. Сухомлин, Роботизация сварочного производства, К., Техника, 1989г. – стр.175;
9. Г. Герден, Сварочные работы, М., Машиностроение, 1988г. – стр.288;
10. Методические указания к выполнению практических работ по дисциплине «Технологическое оборудование»;








