 2015-02-04
2015-02-04 4126
4126На фармацевтической фабрике получено 100,0 кг «Пасты цинковой» по прописи:
Цинка оксида………………………………………….25кг
Крахмала………………………………………………25кг
Вазелина желтого……………………………………..50кг (К расх.= 1,03).
Качество готового продукта оценивалось в соответствии с нормами и методиками, указанными в ФСП. Мазь должна выдерживать испытания на однородность; размер частиц твердой фазы не более 100 мкм; рН водного извлечения - 5,0-6,2; микробиологическая чистота - категория 2.
При производстве пасты использовали аппаратурное оформление: устройство для перегрузки (расплавление и фильтрование) вазелина; универсальный смеситель; трехвальцовая мазетерка. Проведенный анализ мази перед фасовкой показал, что мазь не отвечает требованию «однородность», размер частиц имеет разброс от 60 до 120 мкм.
На основании теоретических основ организации и технологии приготовления мазей, дайте анализ действий технолога-провизора по решению профессиональной задачи:
• Соответствует ли полученный продукт требованиям НД? Может ли полученная мазь быть расфасована и упакована? Если нет, что необходимо предпринять для устранения брака?
• Дате критическую оценку, проведенному технологическому процессу и выбранной аппаратуре. Предложите и обоснуйте оптимальную технологическую и аппаратурную схему производства мази.
Укажите обязательные точки постадийного контроля, соблюдение которых обеспечит получение препарата, соответствующего НД.
ОТВЕТ
Технологический процесс производства мазей на химико-фармацевтических предприятиях составляют следующие основные стадии:
— санитарная обработка производства;
— подготовка сырья и материалов (лекарственные вещества,
основа, тара, упаковка и др.);
— введение лекарственных веществ в основу;
— гомогенизация мазей;
— стандартизация готового продукта;
— фасовка, маркировка и упаковка готовой продукции.
В зависимости от сложности рецептуры мазей и физико-химических свойств, входящих в их состав компонентов, в технологическую схему производства могут быть включены различные операции. Все стадии и операции строго контролируются в соответствии с технологическим регламентом от начала и до конца производственного цикла.
Стадия «Санитарная обработка производства» направлена на обеспечение выпуска высококачественного готового продукта, на предупреждение микробной контаминации (обсемененности) в ходе производства, хранения и транспортировки, на создание безопасных условий труда и охраны здоровья работающих.
Подготовка основы включает в себя операции растворения или сплавления ее компонентов с последующим удалением механических примесей методом фильтрования.
Плавящиеся компоненты основы (вазелин) расплавляют в электрокотлах марок ЭК-40, ЭК-60, ЭК-125, ЭК-250 или в котлах с паровыми рубашками марок ПК-125 и ПК-250. По форме они могут быть цилиндрическими или сферическими, а для слива растопленной массы их делают опрокидывающимися или со сливными кранами.
Мазевые котлы изготовляются из меди или чугуна и покрываются полудой или эмалью. Они включены в группу вспомогательного оборудования для производства.
Расплавление основы осуществляется специальной паровой «иглой» (электропанелью) или паровым змеевиком. На рис. 1 представлена электропанель для плавления основ, состоящая из емкости 1 и конической воронки 2 с решеткой, защитным кожухом и нагревательными элементами 3. Защитный кожух предохраняет проникновение основы к нагревательным элементам, а решетка защищает мазевый котел от попадания примесей. После расплавления основа по шлангу 4 с помощью вакуума перекачивается в котел.
Помимо плавления и транспортировки, устройство позволяет одновременно взвешивать основу на сотенных весах 5.
Расплавленную основу по обогреваемому трубопроводу переводят в реактор для приготовления мази. Для перекачивания расплавленной основы используют различные типы насосов. Наиболее целесообразно использовать шестеренчатые насосы, так как они хорошо работают в вязких средах.
В стадию «Подготовка лекарственных веществ» включается из-
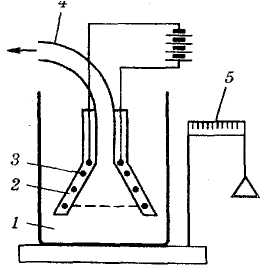
Рис. 1. Электропанель для плавления мазевых основ
Следующая стадия введение лекарственных веществ в основу
. Добавление лекарственных веществ к основе осуществляется в 2 вальцовых смесителях или в реакторах с паровой рубашкой или электрическим обогревом, снабженным 3-мя мощными мешалками: якорной, лопастной, турбинной, обеспечивающие хорошее перемешивание и перетирание компонентов мази.
В данном случае мы готовим суспензионную мазь.
Суспензионные – мази, содержащие лекарственные вещества, не растворимые в воде и основе, распределяемые в ней по типу суспензии.
Следующая стадия - гомогенизация мазей – если при перемешивании не удается получить необходимую степень дисперсности лекарственных веществ. В данном случае была применена трехвалковая мазетерка, чем и обусловлено неоднородность состава. Также отрицательными сторонами данного прибора является то, что гомогенизация происходит на открытом пространстве. Что может привести к микробной контаминации.
В данном случае нужно провести повторную гомогенизацию в РПА (роторно-пульсационном аппарате).
Роторно-пульсационные аппараты (РПА) позволяют существенно интенсифицировать процессы, протекающие при приготовлении таких дисперсных систем, как эмульсионные, суспензионные и комбинированные мази.
РПА предназначены для приготовления высокодиспергированных, гомогенизированных жидких эмульсий и суспензий, а также многокомпонентных составов из трудносмешиваемых жидкостей с температурой перерабатываемой среды до 95 °С. Они сочетают в себе принципы работы центробежного насоса, дисмембратора, дезинтегратора и коллоидной мельницы. Путем пульсационных, ударных и других гидродинамических воздействий, происходящих в РПА, изменяются физико-механические свойства производимых продуктов и снижается энергопотребление производства за счет интенсификации технологических процессов. Существует много зарубежных и отечественных конструкций РПА различных типов. Наибольшее применение нашли РПА погружного и проходного (проточного) типа.
РПА проточного типа получили наибольшее распространение. Их рабочие органы смонтированы в небольшом корпусе, имеющем патрубки для входа и выхода обрабатываемой среды. При этом в большинстве конструкций обрабатываемая среда поступает по осевому патрубку во внутреннюю зону устройства и движется в нем от центра к периферии. Известны конструкции РПА, в которых обрабатываемая среда движется в обратном направлении, перемещаясь от периферии к центру. При таком движении степень турбулизации потока возрастает, одновременно с этим повышаются гидравлическое сопротивление аппарата, затраты электроэнергии» и разогрев обрабатываемой среды. Отдельные модификации РПА могут иметь рабочие камеры с различным направлением движения потока.
Оптимальная схема
В данном случае производство мази складывается из стадии подготовки основы, введения ЛВ, гомогенизации и фасовки. Отсутствует стадия измельчения ЛВ, так как вещества представляют собой мельчайшие порошки.
Для заполнения туб применяются тубонабивочные автоматы.
Машина автоматически выполняет следующие операции:
а) ввод пустых туб колпачками вниз в гнезде горизонтальной роторной тарелки с помощью питательного устройства, на наклонный лоток которого туба укладывается вручную. Тарелка имеет 12 гнезд и вращается по часовой стрелке;
б) наполнение туб проводится с помощью погружного сопла, вводящегося в тубу перед началом процесса наполнения. Благодаря такому режиму, наполнение осуществляется без воздуха и пузырьков;
в) после наполнения тубы следует сдавливание верхнего конца цилиндрической части тубы на необходимую для закатки фальца длину. При этом вытесняется оставшийся там воздух и происходит однократный загиб края тубы. Далее следует укупорка нормальным двойным, четырехкратным или гребневым фальцем;
г) наполненные и укупоренные тубы поступают на наклонный скат, с которого направляются на расфасовочный автомат.
Контроль качества мазей включает определение однородности, отклонения в массе, цвета, запаха, наличия или отсутствия механических включений, размера частиц (для суспензионных мазей). Наиболее важным специфическим показателем качества являются однородность и размер частиц лекарственных веществ в суспензионных и комбинированных мазях.
На всех стадиях возможны материальные потери прозводства поэтому необходимо рассчитать расходные нормы с учетом расходного коэффициента и составить материальный баланс:
Цинка оксида = 25 * 1,03 = 25,75 кг
Крахмала = 25 * 1,03 = 25,75 кг
Вазелина желтого = 50 * 1,03 = 51,5 кг
Уравнение материального баланса имеет следующий вид:
G1 = G2 + G3 +G4 + G5.
где G1 - масса исходных материалов; G2 - готового продукта; G3 - побочных продуктов; G4 - отбросов; G5 - материальных потерь,
В случае отсутствия отходов производства уравнение материального баланса имеет вид:
G1 = G2 + G5
G1 = 103 кг
G2 = 100 кг
G5 = 3 кг
Технологический выход η - это отношение массы готового продукта G2 к массе взятых исходных материалов G1, выраженное в процентах:
h = G2/ G1∙100%
h = 100/ 103∙100% = 97,1%
Технологическая трата (Σ) - это отношение массы материальных потерь G5 к массе исходных материалов G1, выраженное в процентах:
Σ = G5/ G1∙100%
Σ = 3/ 103∙100% = 2,9%
Чем меньше технологическая трата, тем рентабельнее производство.
Расходный коэффициент (Красх) - это отношение массы взятых исходных материалов к массе полученного готового продукта. Красх. величина безразмерная, всегда больше единицы, рассчитывается с точностью до 0,001.
Красх.= 1,03








