 2015-02-04
2015-02-04 2397
2397Наиболее распространенными способами соединения оптических волокон (ОВ) являются:
применение соединительных трубок;
разъемные соединители;
механические сростки;
электросварка и применение металлических наконечников.
В последнее время для стационарного монтажа оптических кабелей прочно утвердился метод сварки электрической дугой, а для разъемного монтажа многократного использования - разъемные соединители.
Рассмотрим некоторые характерные способы соединения оптических волокон.
Применение соединительных трубок — один из самых распространенных способов постоянного соединения волокон. Он состоит в использовании прецизионных втулок или трубок, которые, будучи изготовлены точно по наружному диаметру оптического волокна, придают ему требуемое положение и фиксируют его. Трубки чаще всего стеклянные. Конические концы трубок облегчают ввод оптического волокна. Конструкция одного из таких соединений показана на рис. 11.19. Соединитель состоит из полой стеклянной втулки / с отверстием для заливки иммерсионной жидкости 2, которая одновременно служит и для согласования показателей преломления соединяемых волокон 3 и 4. Сросток вносит затухание около 0,3—0,4 дБ.
Разъемный соединитель многократного использования, предназначенный для соединения оптических волокон, представлен на рис. 11.20. В гнездо и штыревую часть соединителя вставляются заранее подготовленные концы оптических волокон. При выполнении операции сращивания торцы оптических волокон оказываются тесно соединенными друг с другом. Снаружи имеется герметичный корпус штек-кера.
Наиболее характерная конструкция механического сростка приведена на рис. 11.21. В сростке соединяемые волокна 1, 2 вводятся в пластмассовую втулку 3 и свободное пространство заполняется иммерсионной жидкостью 4. оказывающей скрепляющее и иммерсионное действие (уменьшение потерь на отражение от торцов). Снаружи сросток герметично закрыт и механически защищен полумуфтами 5, 6.
Электросварка производится с помощью электрической дуги или лазера путем нагревания концов сращиваемых оптических волокон. Процесс сращивания ОВ состоит из следующих операций (рис. 11.22, а):
юстировка соосности расположения торцов ОВ, размещаемых на расстоянии нескольких миллиметров друг от друга;
предварительное оплавление торцов ОВ электрической дугой;
плотное прижатие друг к другу торцов ОВ, находящихся в непрерывном дуговом разряде;
окончательный этап сращивания
Рис. 11.20. Монтаж с помощью соединительных трубок:
1 — стеклянная трубка; 2 — имперсионная жидкость 3 и 4 — соединяемые волокна
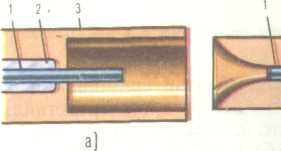
Рис. 11.21. Разъемное соединение: а) гнездо; Б) штырь
1 — волокно; 2 —покрытие волокна; 3 - корпус разъема
Рис. 11.22. Механический сросток: 1 и 2 волокна; 3 - пластмассовая трубка; 4, 5 - полумуфты
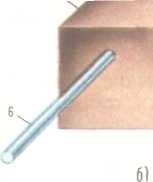
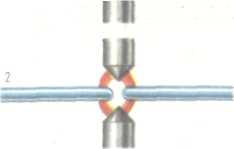
Рис. 11.23. Электродуговая сварка волокон: а) процесс сращивания; б) сварочный прибор;
1, 2, 3, 4 — этапы сращивания; 5 и 6 — волокна; 7— прибор; 8 —микроскоп
Устройство для сварки представляет собой легко переносимый прибор (рис. 11.23, б) с габаритными размерами 20X30X15 см. Снаружи располагается микроскоп для юстировки и визуального наблюдения за процессом сварки.
Такой метод сварки волокон позволяет получать соединение с потерями порядка 0,1—0,3 дБ и разрывной прочностью не менее 70% от целого волокна. Он легко реализуем в полевых условиях, поскольку не требует предварительной обработки торцевых поверхностей перед сращиванием.
На конце каждого оптического волокна монтируется металлический наконечник (рис. 11.24,а).
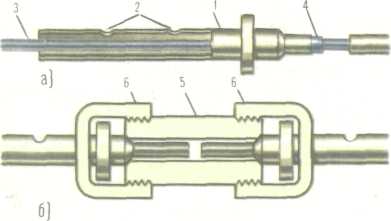
Рис. 11.24. Сращивание с помощью металлических наконечников.: а) наконечник; б) соединение волокна;
1 — наконечник; 2 — отверстие для заливки эпоксидной смолы; 3 — стекловолокно; 4 — капилляр; 5 — втулка; 6 — шайбы
Для этого с конца ОВ на расстоянии 44 мм снимается защитное покрытие. Затем одевают наконечник 1 так, чтобы стекловолокно 3 выступало из него примерно на 15—20 мм. На выступающий конец ОВ одевают капилляр 4 (стеклянная трубка с отверстием) длиной 10 мм. Капилляр вводится в наконечник так, чтобы конец капилляра выступал на 1—2 мм. На стекловолокно и капилляр наносится слой эпоксидной смолы 2. Эпоксидная смола также заливается в отверстия наконечника. Затем торец ОВ шлифуется на стеклянной плите с применением абразивного порошка и полируется на полировочном круге.
Соединение оптических волокон производится с помощью втулки 5 и разрезных шайб 6 (рис. 11.24, б). Втулка и шайбы имеют нарезки, с помощью которых плотно стыкуют сращиваемые ОВ.

