 2015-02-14
2015-02-14 2273
2273Вращающиеся ножницы с вертикальным резом, применяемые для порезки сортового и листового материала, бывают однобарабанные (ударные ножницы) и двухбарабанные, причем, как уже упоминалось ранее, последние могут быть одинарные и двойные,, имеющие одну или несколько пар барабанов.
По общему устройству двухбарабанные ножницы, применяемые для порезки сортового и листового материала, имеют много общего, хотя конструкции их отдельных частей (режущий механизм, привод, механизмы для регулирования длин отрезаемых полос и т. д.) имеют весьма существенные особенности.
Наличие одинаковых или разных диаметров барабанов, периодического или постоянного вращения, равномерной или неравномерной окружной скорости относятся как к ножницам, предназначенным для порезки сортового, так и к ножницам для порезки листового материала.
Существенным отличием ножниц, предназначенных для порезки сортового материала, от ножниц, режущих листы, являются менее сложные схемы приводов и устройств, обеспечивающих чистую порезку полосы и равномерность длин разрезаемой полосы.
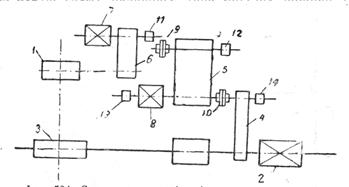
а) Однобарабанные (ударные) летучие ножницы (фиг. 575) применяются для обрезки концов и порезки полосы в полунепрерывных
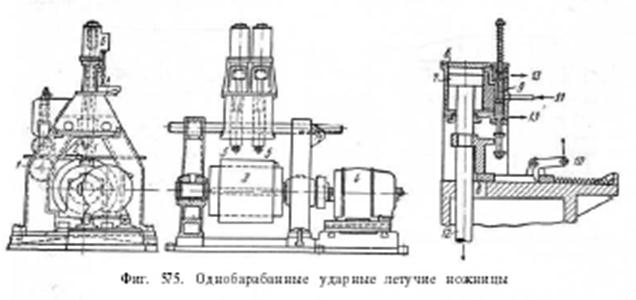
и непрерывных мелкосортных станах. При помощи подающих роликов 1 полоса через проводки 2 поступает на вращающуюся наковальню 5,имеющую форму барабана и приводимую в движение от мотора 4. Полиса разрезается ножом 5, имеющим вид зубила и шарнирно закрепленным в головке, соединенной с поршневым штоком пневматического, цилиндра 6.
При окружной скорости наковальни, равной скорости движения полосы, нож перед резом имеет наклон навстречу движению полосы, в процессе резания несколько отклоняется, а после реза имеет наклон в противоположную сторону (по движению полосы) и освобождается вскоре от полосы, благодаря автоматическому управлению поршня 7 пневматического цилиндра 6, возвращающего шток 12 в верхнее конечное положение и при этом отводящего вверх нож 5.
По схеме управления, представленной на фиг. 575 справа, главный поршень 7 со штоком 12 удерживается в верхнем конечном положении, защелкой 8. Распределительный поршень 9 расположен таким образом, что трубопровод отработанного воздуха 13 соединяется с пространством над главным поршнем 7.
Оттягивая защелку 8 при помощи магнита 10, главный поршень 7 освобождается, опускает быстро шток 12, а нож разрезает полосу. При этом распределительный поршень 9 перемещается и дает возможность сжатому воздуху проходить в пневматический цилиндр 6 снизу, причем пространство над поршнем 7 соединяется с выпускным отверстием и поршень 7 со штоком 12 и ножом возвращается в верхнее положение, а защелка 8 при помощи пружины занимает место, соответствующее началу следующего реза.
Вследствие примитивного устройства, незначительных скоростей и ограниченной области применения (для порезки полос сечением не более 15X15 мм) эти ножницы большого распространения не получили.
б) Двухбарабанные (одинарные) летучие ножницы работают на периодическом режиме (обрезка концов), непрерывном (порезка полосы на мерные длины), периодически-непрерывном (обрезка концов и краткая порезка полосы).
Двухбарабанные ножницы имеют одинаковые и разные диаметры барабанов, причем первые бывают с осями, расположенными в вертикальной плоскости и со сдвинутыми осями барабанов.
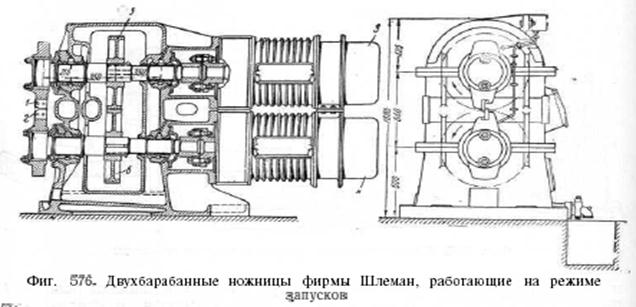
Д в у х б а р а б а н н ы е н о ж н и ц ы ф и р м ы Ш л е м а н (фиг.576), предназначенные для обрезки мелкосортного материала и устанавливаемые обычно у холодильников, при каждом порезе требуют специального запуска мотора и, таким образом, являются ножницами с периодическим вращением ножей.
Ножницы имеют два ножа 1, 2, причем каждый из них приводится в движение от отдельного фланцевого мотора 3, 4, одинаковой мощности с одинаковым числом оборотов. Для обеспечения совпадения ножей при резании, на валы барабанов, несущих ножи, насажены зубчатые колеса 5, 6, обеспечивающие одинаковую скорость обоим ножам.
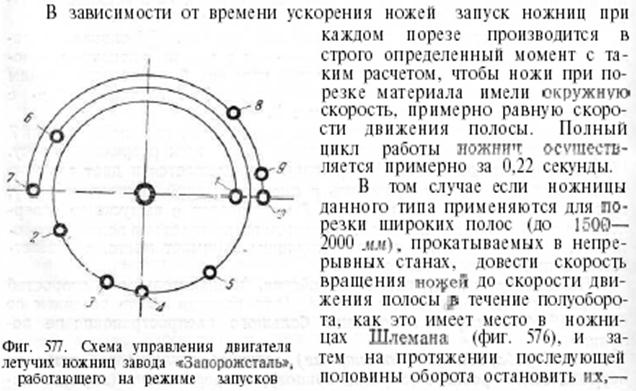
весьма затруднительно; поэтому в таком случае пользуются [177] другой схемой (фиг. 577), аналогичной схеме, приведенной ранее (фиг. 573, б).
В л е т у ч и х н о ж н и ц а х з а в о д а «3 а п о р о ж с т а л ь», установленных перед чистовой группой непрерывного тонколистового стана и предназначенных для обрезки переднего и заднего концов полосы, схема управления двигателя, работающего также на режиме запусков, представлена на фиг. 577.
Из положения /, получив импульс от фотоэлемента, ножницы проходят период разгона и в положении 2 достигают необходимого числа оборотов, двигаясь дальше с постоянной скоростью. В положении 3 начинается рез, в положении 4 — заканчивается и уже с положения 5 идет замедление двигателя, а затем в положении 6 наступает торможение противотоком. В положении 7 двигатель реверсируется и начинается разгон в обратном направлении до основной скорости. В положении 8 начинается торможение шунтировкой якоря, в положении 9 двигатель переводится на динамическое и механическое торможение, обеспечивающее остановку ножниц в исходном положении 10. Итак для разгона ножниц до необходимого для резания числа оборотов и последующей остановки ножам нужно пройти 480—540°.
Ввиду большой ширины разрезаемых полос конструкция режущего механизма ножниц (фиг. 578) устроена по принципу Смитманса.
Верхний нож / помещен на супорте 2, этот супорт 2 свободно вращается на валу 5, закрепленном в ступице шестерни 4 и одной из своих частей шарнирно связан с серьгой 5, поворачивающейся около
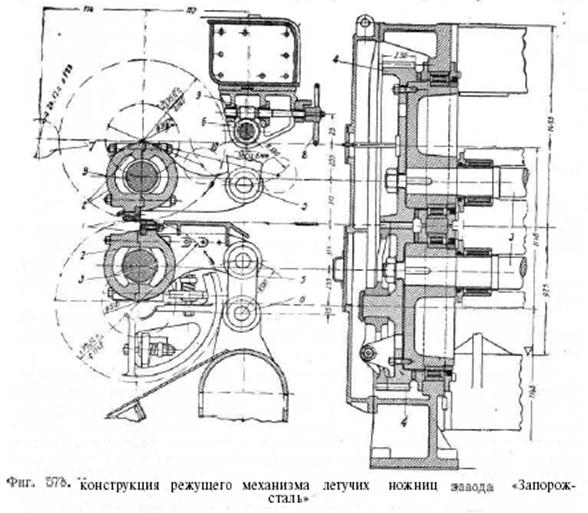
оси 6. Одинаковая скорость ножей обеспечивается зацеплением верхней и нижней шестерен.
Так как длина серьги 5 больше эксцентриситета вала 3, она при вращении шестерни 4 поворачивается около оси 6 лишь на 90—100°, что способствует движению ножей по траектории, близкой к форме эллипса, и обеспечивает правильный рез благодаря перпендикулярности положения ножей по отношению к разрезаемой полосе.
Передача движения от двигателя осуществляется помощью шестерни привода 7, находящейся в зацеплении с шестерней 4, сидящей на валу барабана.
Помощью маховичка 5, вращающего червяка 9, находящегося в зацеплении с червячным колесом 10, сидящем на верхней оси 6, производится регулировка зазора между ножами в момент,реза.
Режущий механизм / (фиг. 579) приводится в движение через редуктор 2 от электродвигателя 3 мощностью в 100 л. с. с числом оборотов в минуту 500-М 500, снабженного тормозом 4 и тахометром 5. Соединение ножниц с редуктором осуществляется муфтой Пула 6.
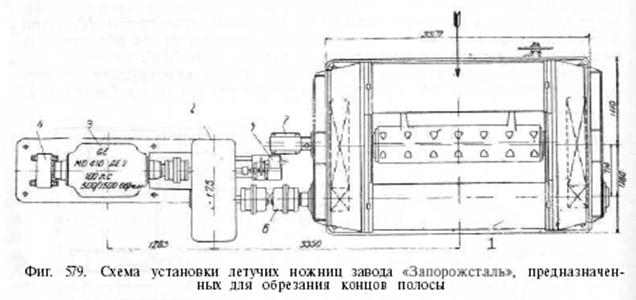
Регулирование работы двигателя ножниц производится автоматически посредством путевого выключателя 7, сидящего на оси верхнего барабана ножниц.
В качестве примера ножниц со сдвинутыми осями барабанов при одинаковых диаметрах последних можно указать на ножницы, режущий механизм которых приведен на фиг. 567, б.
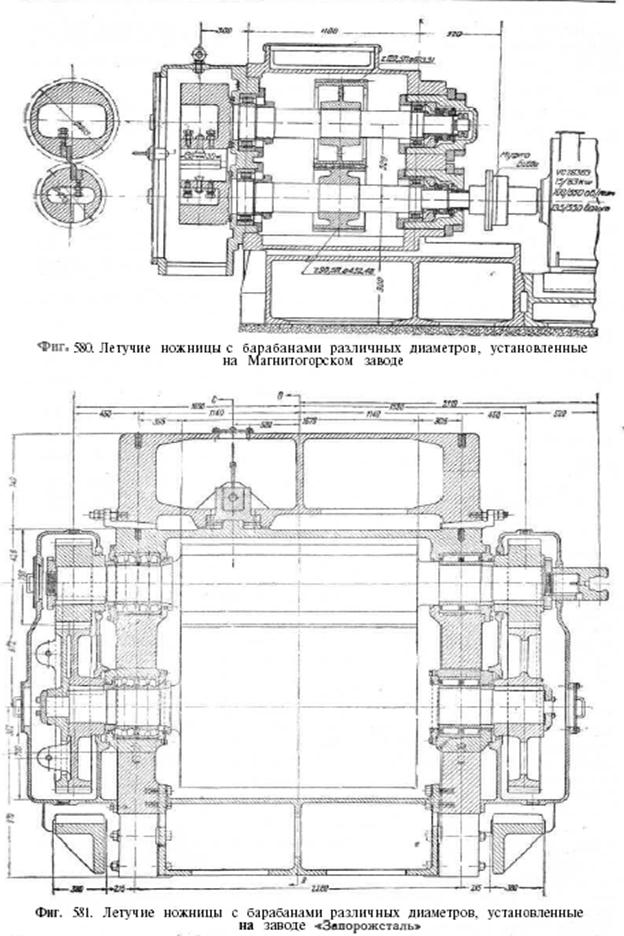
Летучие ножницы с барабанами различных диаметров, предназначенные для порезки штрипсов, установлены на Магнитогорском заводе у непрерывного штрипсового стана, для порезки широких полос— на Запорожстали у непрерывного тонколистового стана; причем у первых (фиг. 580) барабаны с ножами расположены консольно (сбоку), передаточные шестерни — посредине валов и больший диаметр имеет верхний барабан, тогда как у вторых (фиг. 581) барабаны с ножами установлены посредине вала, передаточные шестерни (две пары) — по бокам и больший диаметр имеет нижний барабан.
Обе конструкции этих ножниц могут быть использованы как для обрезки концов полосы, так и для кратной порезки материала, движущегося со скоростью до 10 м/сек.
При одинаковых окружных скоростях барабанов, порез производится при том числе оборотов ножей, которое отвечает обратному соотношению их диаметров, т. е. при D1/D2=1/2 (D1—диаметр верхнего барабана) порез будет происходить через каждый оборот нижнего барабана и два оборота верхнего.
Обозначая через Vo — окружную скорость ножей, а через V — скорость движения полосы, определим длину отрезаемых кусков (при D1/D2=1/2):

Итак, в зависимости от подбираемого соотношения диаметров барабанов ножниц, можно производить порез полосы на куски различных длин.
Обычно для ножниц приведенного типа соотношение диаметров барабанов берется примерно равным 1/2, 2/3, 3/4, 4/5, 5/6 и т. д., что при одинаковых окружных скоростях барабанов требует при порезке соответственного количества оборотов верхнего и нижнего барабанов, оказывая этим влияние на длину разрезаемых полос. У ножниц Магнитогорского завода (фиг. 580) соотношение D1/D2=4/3, у ножниц Запорожстали (фиг. 581) D1/D2=1/2
Иногда на одном из барабанов устанавливаются не один, а несколько ножей (два, три и т. д.) с тем расчетом, чтобы последние, встречаясь поочередно с ножом другого барабана, через известные периоды давали порез; такое положение позволяет достигнуть значительно меньших длин разрезаемой полосы.
Промежуточные длины отрезаемых частей полосы могут быть получены путем изменения отношения Vo/V в пределах примерно около 25 - 30%, причем для обеспечения точности порезки в условиях установленной длины это соотношение должно оставаться постоянным.
Но так как описанные ножницы устанавливаются в большинстве случаев непосредственно у последних клетей непрерывных станов и на скорость движения полосы V оказывают влияние опережение металла, диаметр валков и число оборотов, работа привода ножниц должна быть синхронизирована с работой главного привода клети или путем механического сочленения через общий редуктор от мотора последней клети непрерывной группы или же электрического, посредством применения специальных устройств, устанавливаемых у моторов ножниц.
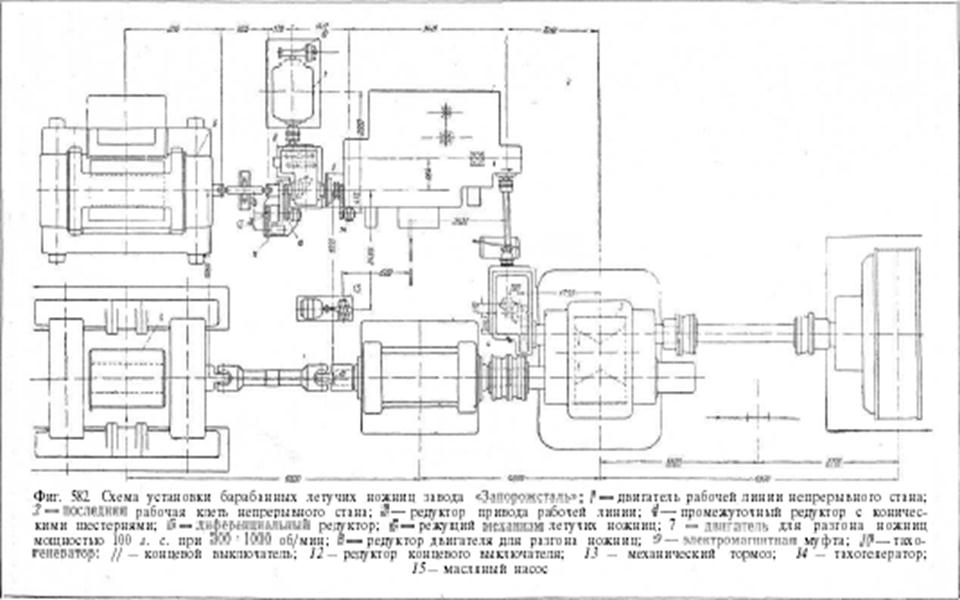
Желая получить более гибкую регулировку длин разрезаемой полосы, избегая при этом чрезмерного увеличения диаметра барабанов, фирма Юнайтед применила для летучих ножниц (фиг. 582) скоростной редуктор, или редуктор м н о г о к р а т н о й с к о р о с т и,
устроенный по принципу коробки скоростей, но более сложный, имеющий несколько ступеней передач и диференциалов, поэтому и получивший название д и ф е р е н ц и а л ь н о г о редуктора.
Летучие ножницы барабанного типа фирмы Юнайтед (фиг. 582) приводятся в движение от мотора 1; расположенной рядом рабочей клети 2 непрерывного стана через общий редуктор 5, цилиндрическо-коническую передачу 4 и диференциальный редуктор 5, между которым и режущим механизмом ножниц б установлен мотор 7 мощностью в 100 л. с. при 800-М000 об/мин, служащий для разгона ножниц, с редуктором 5, электромагнитная муфта 9, два тахометра 10 и концевой выключатель //.
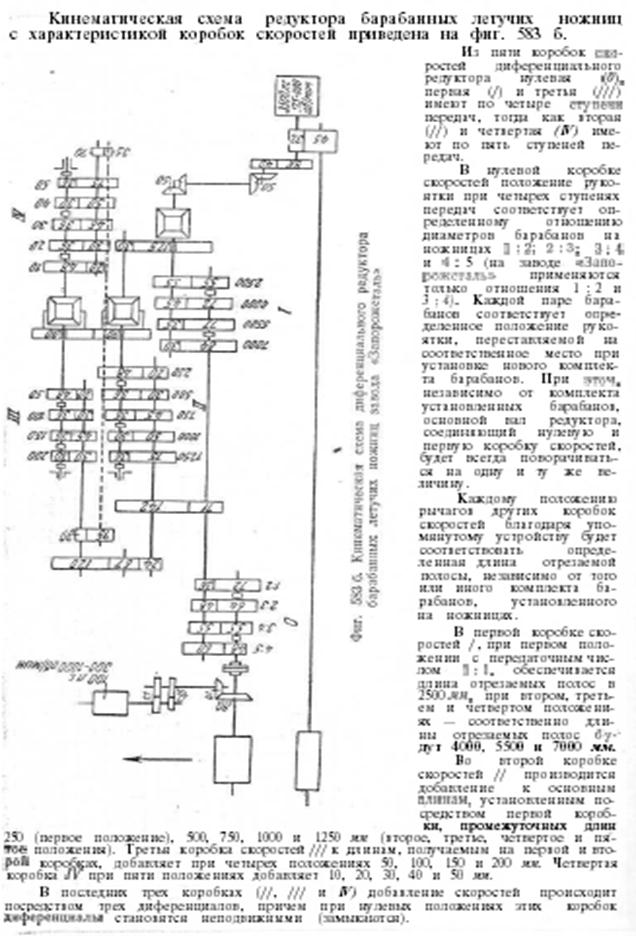
В приведенной схеме установки барабанных летучих ножниц (фиг. 582) наиболее сложным механизмом является дифференциальный редуктор (фиг. 583а), состоящий из пяти коробок скоростей и трех диференциалов. Этот диференциальный редуктор для синхронизации скорости ножниц и разрезаемой полосы с одной стороны связан с редуктором рабочей линии стана, с другой — помощью электромагнитной муфты с верхним барабаном ножниц.
Итак, длина отрезаемых листов при механической синхронизации скоростей определяется величиной передаточного числа между подающими роликами (рабочая клеть непрерывного стана) и ножницами.
Величина передаточного числа устанавливается многоступенчатым дифференциальным редуктором.
Уменьшение количества отходов при отрезании первого листа полосы, равного по длине остальным, достигается установкой на ножницах специального электродвигателя 7 с редуктором 8 (см. фиг. 582).
Ножницы благодаря электродвигателю 7 посредством электромагнитной муфты 9 по окончании реза отключаются от привода рабочей линии стана, а при получении импульса с поступлением новой полосы, наоборот, включаются и обеспечивают при этом отрез мерной длины переднего конца полосы.
Помимо указанного ножницы могут работать на ручном управлении при периодической порезке материала, а также при непрерывном режиме работы.
Предохранение дифференциального редуктора от ударных нагрузок
осуществляется передачей вспомогательным двигателем в 100 л. с. дополнительного крутящего момента, передаваемого через дифференциальный редуктор двигателю в 3500 л. с. посредством регулировки поля двигателя в 100 л. с., содействующей получению несколько большего (3—5%) числа оборотов.
При явных преимуществах описанного типа летучих ножниц необходимо указать на сложность конструкции привода и на то, что при установке этих ножниц на Запорожстали был обнаружен ряд дефектов конструктивного порядка, в результате чего представители фирмы Юнайтед предложили автоматическую регулировку скоростей ножниц производить вручную.
Существенным недостатком этих ножниц является также возможность переключения рычагов коробок скоростей лишь при неподвижном дифференциальном редукторе, а следовательно, и остановки привода ножниц и привода рабочей линии непрерывного стана.
Для устранения указанных недостатков фирма Юнайтед [178] применила новую схему подобного типа летучих ножниц (фиг. 584).
Фиг. 564. Схема привода барабанных летучих ножниц
с двумя вспомогательными двигателями для ускорения
режущего механизма и диференциального редуктора
по которой режущий механизм / механически связан с двигателем привода 2 рабочей клети 3 посредством промежуточного редуктора 4, дифференциального редуктора 5 и редуктора 6 ускоряющего двигателя 7. Двигатель 8 служит для разгона дифференциального редуктора, связанного электромагнитными муфтами 9 и 10 с промежуточными редукторами 4 и 6.
У каждой электромагнитной муфты установлены по два тахометр (у муфты 9 тахометры 11 и 12, у муфты 10 тахометры 13 и 14), слу жащие для измерения чисел оборотов каждой полумуфты.
Во время работы ножниц муфта 10 выключена, тогда как муфт // служит для отключения ножниц от двигателя 2 рабочей линии стана при остановке ножниц перед резанием новой полосы (аналогичен барабанным ножницам); при переводе же ножниц на резание новы длин (что не имело места в описанных ранее барабанных ножницах муфта 10 размыкается и дифференциальный редуктор останавливаете После установки рычагов коробок скоростей двигатель 8 разгонит дифференциальный редуктор до числа оборотов главного привода, включение электромагнитной муфты 10 произойдет, когда покажут одинаково число оборотов тахометры 13 и 14.
 (а)
(а)
 (б)
(б)
Фиг. 585. Двухбарабанные вращающиеся ножницы: а — одинарные; б — двойные
в) Двухбарабанные одинарные (фиг. 585, а) и двойные (фиг. 585, б) вращающиеся ножницы применяются [179] в сортовом производстведля порезки мелкосортного материала, причем как первые, так и вторые дают весьма чистый рез благодаря наличию подвижных верхнихбарабанов.
Д в у х б а р а б а н н ы е о д и н а р н ы е в р а щ а ю щ и е с я н о ж н и ц ы (фиг. 585, а) состоят из нижнего барабана, установленного неподвижно в станине и приводимого в движение электродвигателем, и верхнего, — помещенного в подвижной качающейся раме.
Вращение верхнего барабана производится от нижнего через промежуточные цилиндрические зубчатые колеса, оси которых находятся в центре вращения качающейся рамы. При небольшом ходе ножей (порезка тонких полос) ножницы могут быть и без промежуточных зубчатых колес, обеспечивая все же при резке правильное зацепление. У ножниц мелкосортных станов, работающих с подъемом ножей от 6 до 25 мм, применяется свободная зубчатая передача.
Оба барабана (нижний неподвижный и верхний подвижной) при вращении удерживаются на определенном расстоянии друг от друга, обеспечивая этим свободное прохождение между ними полосы. Разрез полосы осуществляется опусканием вниз верхнего барабана, причем оба ножа перекрывают друг друга в вертикальной плоскости резания.
Для предотвращения столкновения ножей при их неточной установке применяются направляющие выступы, напоминающие зубчатое зацепление.
Качание верхнего барабана осуществляется опорной пластинкой, которая посредством постоянного вращающегося эксцентрикового вала производит вертикальные колебательные движения и в определенные моменты заскакивает под неподвижный выступ в станине.
Скорость включения, ход качающегося барабана него вес находятся в такой зависимости, когда ускорение равняется примерно ускорению силы тяжести, благодаря чему включение производится без толчков.
Д в у х б а р а б а н н ы е д в о й н ы е в р а щ а ю щ и е с я н о ж н и ц ы (фиг. 585, б) устанавливаются обычно для одновременной резки двух полос, по конструкции они аналогичны описанным одинарным ножницам (фиг. 585, а), с той лишь разницей, что барабаны двойных ножниц вращаются в консольных подшипниках.
Нижние барабаны устанавливаются на общем валу и приводятся в движение от одного мотора, верхние — качающиеся барабаны — имеют отдельные приводы и отдельные механизмы управления для самостоятельной порезки каждой из полос.
В отличие от старого способа управления ножницами для получения различных длин полос посредством предупредительных упоров, в ножницах новых конструкций в настоящее время преимущественно применяется фотоэлектрический элемент, оказывающий действие на
электромагнит, связанный с аппаратурой управления ножниц.
Электрическое управление ножницами применяется преимущественно в случаях порезки длинных полос — от 70 до 120 м (перед холодильником); в случае же порезки коротких полос применяют автоматическое управление посредством счетчика (фиг. 586, а). При автоматическом (принудительном) включении полоса разрезается на части одинаковой длины.
Для ровного чистого пореза полосы окружная скорость ножей должна быть несколько больше скорости проходящей полосы причем эта разность должна быть различной в зависимости от скорости прокатки, что достигается установкой регулируемого шунтового двигателя постоянного тока, с сохранением установленного соотношения скоростей электродвигателя ножниц и прокатного стана.
Для уменьшения отрезков, а также для получения первого куска полосы требуемой длины, применены дополнительные электрические приспособления, обеспечивающие резание полосы на любые мерные части, длина которых не является кратной окружности барабана. Сущность работы этих добавочных приспособлений заключается в ускорении или замедлении мотора ножниц по отношению к мотору прокатного стана (или подающих роликов).
 (а)
(а)
 (б)
(б)
Фиг. 586. Вращающиеся барабанные ножницы; а — с электрическим управлением от счетчика; б — с электрическим управлением от фотоэлемента и добавочных приспособлений
На фиг. 586, б показаны вращающиеся ножницы для скоростей прокатки 8-12 м/сек, установленные между чистовой линией мелкосортного стана и роликовыми стеллажами. Для обслуживания ножниц устанавливается два фотоэлемента, из которых первый расположен неподалеку от ножниц и служит для подачи импульса при прохождение
конца полосы, благодаря чему угол сдвига электрически регулируется путем замедления или ускорения вращения мотора ножниц.
Регулировка заканчивается перед началом резки, после чего ножи приобретают обычную угловую скорость, обеспечивающую чистый порез полосы.
Второй фотоэлемент устанавливается в соответствующем месте подводящего рольганга стеллажей, причем при прохождении мимо него переднего конца полосы, регулируется угол опережения или отставания, подобно углу сдвига при обрезке концов. Включение ножниц производится электрически независимо от добавочных приспособлений.








