 2015-02-14
2015-02-14 1862
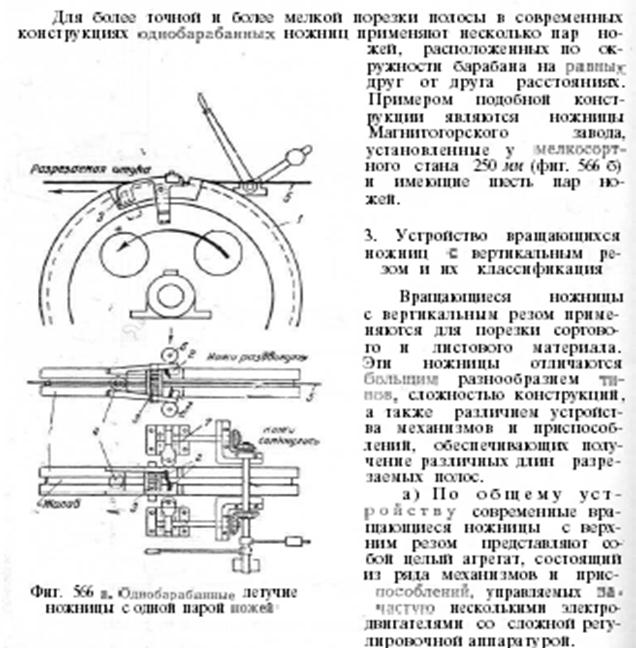
1862В качестве вращающихся ножниц с горизонтальным резом применяются однобарабанные летучие ножницы (фиг. 566 а), предназначенные для порезки полосы максимальным сечением 30 X 30 мм.
Эти ножницы состоят из барабана /, на котором укреплены ножи 2, раздвигаемые в стороны распорной пружиной 3 вокруг шарнира 4.
Барабан / вращается с окружной скоростью, равной скорости движения разрезаемой полосы 5.
Ножи, расположенные на барабане, при вращении последнего, благодаря роликам 6, перемещаемым посредством особого механизма 7, сближаются и производят порез. В старых конструкциях однобарабанных ножниц перемещение роликов производится вручную, в новейших конструкциях этих ножниц сближение роликов осуществляется автоматически посредством какого-либо сигнализатора (упор, флажок или же фотореле).
Приводятся в движение эти ножницы от привода стана или от специального мотора.
Наиболее сложные конструкции ножниц этого типа состоят [177] из: режущего механизма (главной части ножниц); привода (силового редуктора и электродвигателя); скоростного или, так называемого, синхронизирующего редуктора, состоящего иногда из нескольких ступеней цилиндрических передач и дифференциалов; механизма, создающего неравномерность вращения ножей, механизма для пропуска резов; контрольно-измерительной и сигнальной аппаратуры, обеспечивающей полуавтоматическую и автоматическую работу ножниц, и т. д.
В некоторых случаях, в зависимости от назначения ножниц, их места установки и режима работы, конструкции ножниц претерпевают изменения в отношении отсутствия некоторых из перечисленных механизмов или же замены их подобными же механизмами, но других конструкций. Последнее безусловно сказывается и на общей конструкция ножниц.
б) Классификацию ножниц нужно вести по: кинематическим признакам агрегата в целом; его конструктивным особенностям или особенностям отдельных механизмов; режиму работы (периодически действующие непрерывные, и периодически непрерывные); по способу реза
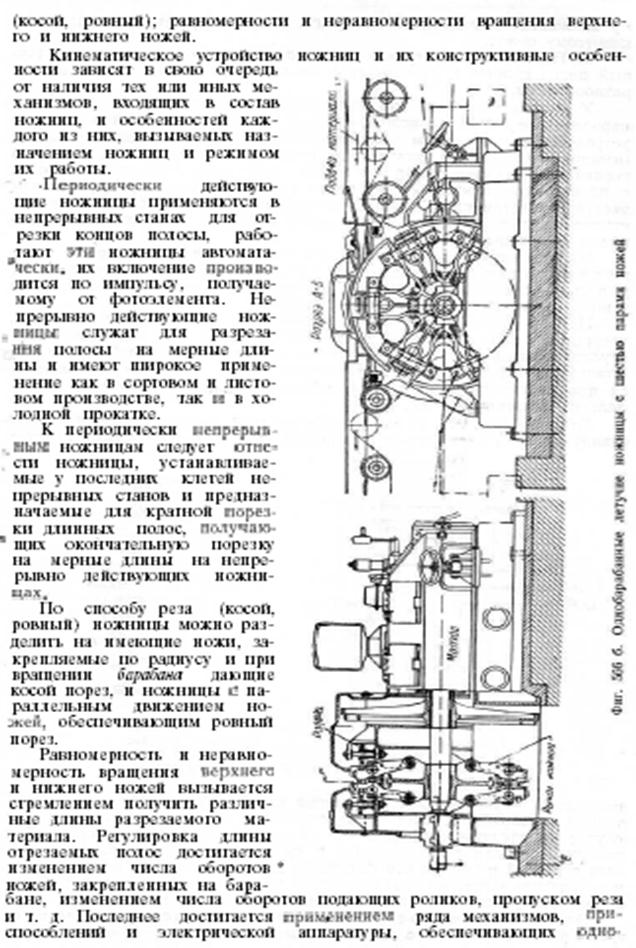
му из ножей возможность получить иную скорость по отношению к другому ножу.
в) П р и с п о со б л е н и я и м е х а н и зм ы, обеспечивающие точный порез полосы и равномерные длины разрезаемых частей, весьма разнообразны.
К приспособлениям обеспечивающим вращающимся ножницам параллельное движение ножей, следует отнести [177]: эксцентриковые устройства с постоянным эксцентриситетом и одной боковой штангой (ножницы Кузнецкого завода и системы Джонсона); с постоянным эксцентриситетом и двумя боковыми штангами (ножницы НКМЗ);
с планетарной передачей (ножницы системы Гана); с переменным эксцентриситетом и, Наконец, с переменным эксцентриситетом, осуществляемым при помощи боковой рамы и кривошипношатунного механизма (ножницы Смитманса).
Э к с ц е н т р г к о в ы е у с т р о й с т в а с п о с т о я н н ы м э к с ц е н т р и с и т е т о м и о д н о й б о к о в о й ш т а н г о й применяются у ножниц среднелистового стана Кузнецкого завода (фиг. 567, а) и у ножниц системы Джонсона (фиг. 567,6).
Первые (фиг. 567, а) состоят из двух вращающихся эксцентриков /, несущих на себе втулки 2, с укрепленными в них ножами 3. Обе втулки связаны между собой штангой 4, причем в верхней втулке эта штанга укреплена пальцем 5, а в нижней может свободно перемещаться при вращении эксцентриков, обеспечивая, таким образом, параллельное движение ножей.
Вторые (фиг. 567, б) по устройству аналогичны первым, но ввиду сдвинутых осей барабанов имеют иной способ крепления ножей /, установленных в суппортах 2 и 3,
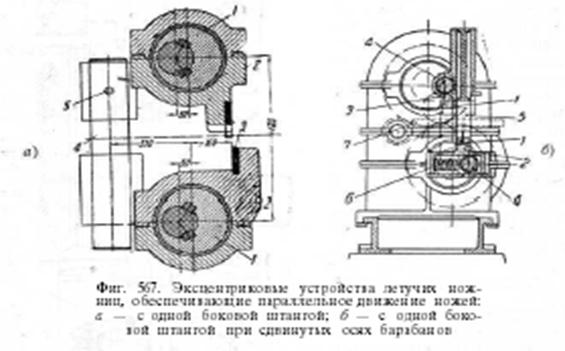
сидящих на осях 4, закрепленных эксцентрично на барабанах ножниц. Параллельное движение ножей в данном случае обеспечивается рамой 5, связанной с нижним супортом 2 и
имеющей свободное перемещение в супорте 3. Пружина 6, распирающая супорт 2 и ползун оси 4, служит для уничтожения мертвого хода в зацеплении шестерен, связывающих валы верхнего и нижнего барабанов, чем предостерегаются последние при захвате полосы 7.
Э к с ц е н т р и к о в о е у с т р о й с т в о с п о с т о я н н ы м э к с ц е н т р и с и т е т о м и с двумя боковыми штангами (фиг. 568) применимо на
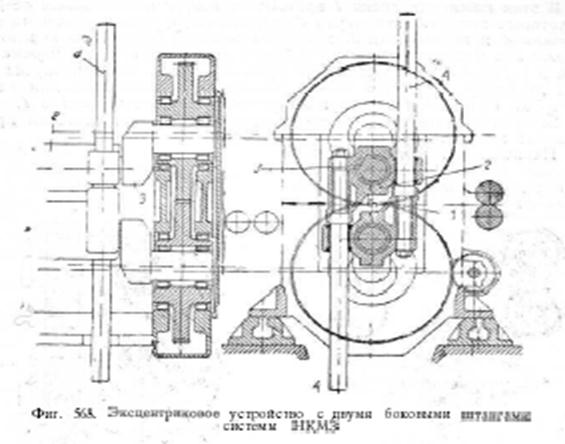
ножницах ЙКМЗ, предназначенных для резки сортового металле сечением Л 00 X Юй мм.
В этих ножницах но>ки 1 закреплены в супортах 2, сидящих на коленчатых валах 3 и скрепленных попарно по бокам штангами 4. Левая штанга крепится в верхнем супорте, имея возможность скользить в отверстии нижнего, тогда как правая крепится в нижнем супорте, имея возможность скользить в отверстии верхнего. Такое устройство обеспечивает параллельное движение ножей.
Э к с ц е н т р и к о в о е у с т р о й с т в о с п л а н е т а р н ы м м е х а н и з м о м н о ж н и ц с и с т е м ы Гана представлено на фиг. 569, а и б.
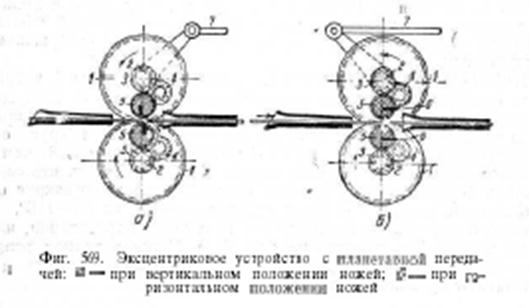
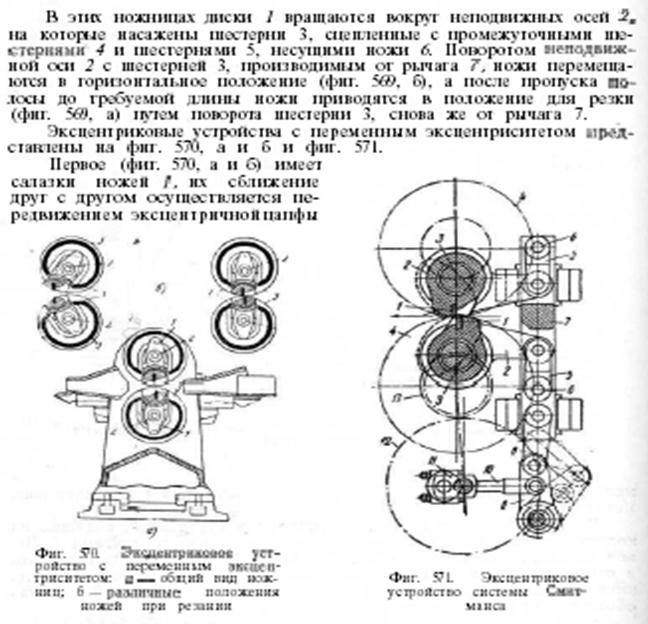
2, которая при пропуске реза (фиг. 579, а) находится в центре вращающегося барабана 5, а салазки ножей совершенно неподвижны.
При резании (фиг. 570, б) эксцентричные цапфы 2 выводятся изсреднего положения и, приближаясь друг к Другу, дают возможностьножам разрезать материал в точке касания окружностей обоих резцов. Конструкция салазок ножей обеспечивает разрез совершенно перпендикулярным.
Второе (фиг. 571) —системы Смитманса имеет ножи 1, закрепленные на супортах 2, свободно вращающихся на валах 5, которые эксцентрично закреплены в ступицах шестерен 4. Супорты 2 связаны помощью шарниров с серьгами 5, поворачивающимися вокруг осей 6, закрепленных в раме 7. Шестерни 4 сцеплены между собой, чем обеспечивается одинаковая скорость ножей. Благодаря тому, что серьги 5 несколько больше эксцентриситетов валов 5, их поворот вокруг осей 6 при вращении шестерен 4 будет осуществляться на 90—100°, тогда
как ножи будут совершать движение по сложной траектории, напоминающей эллипс (см. пунктир на фиг. 571). Ножи в период реза двигаются приблизительно перпендикулярно проходящей полосе и этим обеспечивают правильный порез.
В случае необходимости «пропуска реза», при резке двойных длин, рама 7 получает возможность передвигаться в вертикальном направлении при помощи двух рычагов 8 и 9, шарнирно связанных с шатуном 10. Шатун 10 сидит на кривошипе 11, который приводится в движение от шестерен 12 и 13 с передаточным числом 1: 2.
Передвижение рамы 7 вниз (крайнее положение) смещает траекторию движения режущей кромки ножей настолько, что ножи совершенно не будут соприкасаться.
Изменение положения одного ножа в момент реза по отношению к другому достигается поворотом эксцентричной оси 14 рычага 9, благодаря чему рама 7 может быть немного приподнята или опущена.
Описанное эксцентриковое устройство системы Смитманса применяется в летучих ножницах, предназначенных для резки кромки (в качестве кромкокрошителя при дисковых ножницах), обрезки концов в ножницах периодического действия), при резке листов в горячей и холодной прокатке и т. д.
К м е х а н и з м а м, п р е д н а з н а ч е н н ы м для в ы р а в н и в а н и я с к о р о с т е й п о л о с ы и н о ж е и в мо м е н т р е з а, с л е д у е т о т н е с т и устройство системы Юнайтед (фиг. 572, а) и системы Моргана (фиг. 572, б).
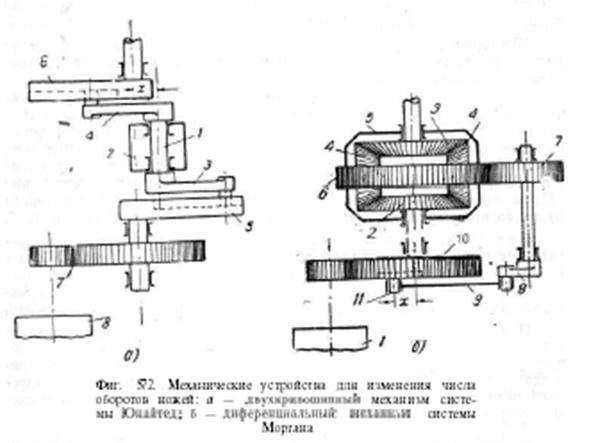
Механизм системы Юнайтед весьма прост. Он состоит из двухкривошипного вала У, вращающегося на закрепленных в ползуне 2 подшипниках, причем на концах указанного вала 1 под углом в 180° помещены кривошипы 3 и 4, пальцы которых скользят в пазах вращающихся дисков 5 и 6. Диск 5 насажен на вал редуктора 7, а диск 6 связан с одним из барабанов ножниц. Перемещая ползун 2,1можно увеличивать или уменьшать эксцентриситет х между осями дисков 5 и 6 с осью вала /, чем будет достигнута неравномерная скорость барабанов, несущих ножи при равномерном вращении электродвигателя 8.
В том случае, когда х = 0, скорости вращения барабанов будут одинаковы, соответствуют скорости электродвигателя 5, передаваемой через редуктор 7, порезка полосы будет производиться соответственно установленным скоростям ножей. При смещении эксцентриситета в сторону, показанную на чертеже, число оборотов ножей уменьшается (при неизменной скорости полосы), а длина отрезаемых листов увеличивается.
При смещении эксцентриситета в противоположную показанной на чертеже сторону, число оборотов ножей увеличивается (при неизменной скорости полосы), а длина отрезаемых листов уменьшается.
Изменение скорости вращения барабанов в зависимости от смещения ползуна 2( угла поворота) будет происходить по кривым, близким к синусоиде.
Устройство системы Моргана для выравнивания скоростей (фиг. 572, б) по сравнению с описанным ранее (фиг. 572, а) значительно сложнее и представляет собой диферейциальный механизм, через который осуществляется передача движения от электродвигателя 1 к ножницам.
Шестерня 2 дифференциала связана с двигателем, а шестерня 3—с ножницами. Сателлиты 4 закреплены в рамке дифференциала 5, на которую насажена шестерня б, находящаяся в зацеплении с шестерней 7.
Шестерня 7 получает качательное движение от сидящего на ее валу кривошипа 5, связанного помощью кривошипно-шатунной передачи 9 с шестерней 10.
Если палец 11 находится на оси шестерни 10 и рамка дифференциала неподвижна, то ножницы вращаются с постоянной скоростью, соответствующей скорости вращения двигателя, передаваемой через шестерню 10. Если же палец // закрепить на шестерне эксцентрично, то кривошип 5, шестерня 7 и рамка дифференциала 5 получат качательное движение, что окажет влияние на изменение скорости шестерни дифференциала 3, так как к ее основной скорости (шестерня 2) будет то прибавляться, то отниматься скорость рамки дифференциала 5.
С х е м ы э л е к т р и ч е с к и х у с т р о й с т в, приводов, применяемых для получения различных длин разрезаемых полос, также весьма разнообразны. В зависимости от режима работы ножниц (периодическая работа, непрерывная, периодически-непрерывная) для регулировки пореза полосы применяются и различные схемы управления ножниц.
При периодической работе ножниц (отрезание концов полосы) последние приводятся в действие автоматически благодаря световому импульсу, передаваемому полосой на фотоэлемент, и передаче электрического импульса в схему управления ножниц специальным регулируемым реле времени, помещенным в цепи между фотоэлементом и схемой управления ножниц.
В данном случае большой интерес представляют летучие ножницы, р а б о т а ю щ и е н а р е ж и м е - з а п у с ков, схемы которых при порезке узкой полосы представлены на фиг. 573, а, а при порезку широких листов — на фиг. 573, б.
В первом случае (фиг. 573, а) ножи ножниц до начала реза занимают определенное положение 1, при получении импульса от фотоэлемента в схему управления двигателя ножниц последние начнут вращаться и, повернувшись примерно на 180° до положения 2, производят рез, после чего затормаживаются и в этом же исходном положений останавливаются. Время разгона происходит всего около 0,1 секунды.
Во втором случае (фиг 573, б) электродвигатель не успевает произвести разгон за пол-оборота ножниц и поэтому до начала реза ножи занимают положение /, достигнув, после получения импульса от фотоэлемента, положения 2, производят рез, затем двигатель
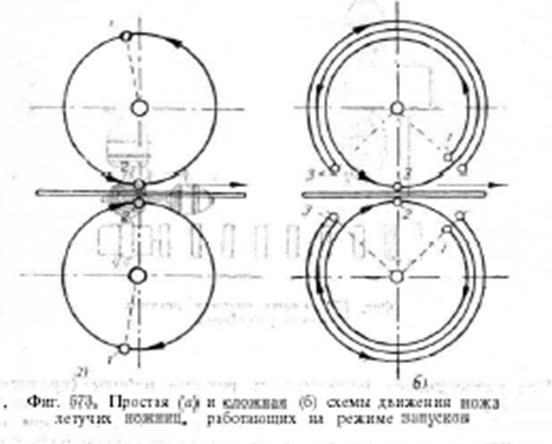
затормаживается, а в положении 3 — реверсируется для возвращения ножей в исходное положение /. В этом случае время разгона ножниц занимает около 1,5 секунды.
При н е п р е р ы в н о й р а б о т е н о ж и и ц регулировка длины отрезаемого листа осуществляется изменением числа оборотов ножей, пропуском реза и изменением числа оборотов подающих роликов.
Регулировка длины отрезаемых листов изменением числа оборотов ножей осуществляется электрическим (см. ниже) и механическим способом.
При механическом способе изменение числа оборотов ножей достигается применением специальных механизмов типа Юнайтед (фиг. 572, а) и Моргана (фиг. 572, б).
Регулировка длины отрезаемых листов пропуском реза осуществляется специальным механизмом, связанным с приводом ножниц, при помощи которого ножи встречаются между собой не при каждом, а через два, три и т. д. оборота.
В барабанных ножницах пропуск реза осуществляется соответственным подбором диаметров барабанов и расположением на них ножей (см. ниже).
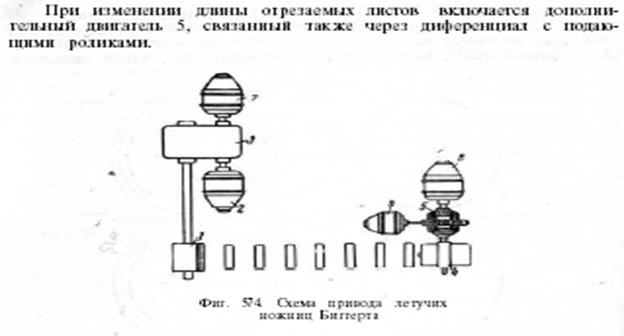
В к а ч е с т в е о д н о г о из с п о с о б о в р е г у л и р о в к и д л и н ы о т р е з а е м ы х л и с т о в и з м е н е н и е м ч и с л а о б о р о т о в п о д а ю щ и х р о л и к о в можно привести схему привода летучих ножниц Биггегрта (фиг. 574). По этой схеме ножницы 1 приводятся в движение от двигателя 2 с постоянным числом оборотов через редуктор 3. Подающие ролики 4 приводятся в движение через дифференциал 5 от двигателя б, причем генератор 7 этого двигателя 6 сидит на валу двигателя ножниц.
При периодически непрерывном режиме работы (кратная порезка полосы), регулировка длины отрезаемых листов осуществляется механической синхронизацией числа оборотов ножей с числом оборотов рабочих валков стана, выполняющих в данном случае роль подающих 4 роликов. Эта синхронизация осуществляется в ножницах Запорожстали, установленных после чистовой непрерывной группы — посредством диференциального редуктора и электромагнитной муфты. После порезки полосы ножницы выключаются и с помощью реле включаются вновь при поступлении следующей полосы.
Значительно удобнее считается электрический способ регулировки посредством двух сельсинов, из которых один, подающий импульс, устанавливается под углом, указывающим положение ножей при нахождении полосы в одной из последних клетей стана, а второй — приемный сельсин — связан с барабаном ножниц.








