2015-02-14
2015-02-14 5078
5078Поперечная резка материала на ходу, или, как обычно говорят, налету, осуществляется на летучих ножницах, получивших широкое распространение с развитием полунепрерывных и непрерывных станов, прокатывающих сортовой материал, заготовку, ленту и листы. По способу работы летучие ножницы можно разделить на к а ч а ю щ и е с я, в р а щ а ю щ и е с я и р о т а ц и о н н ы е; по особенностям устройства каждую из указанных групп можно, в свою очередь, разделить на подгруппы, охватывающие отдельные типы ножниц.
Качающиеся ножницы наиболее просты по конструкции среди других типов летучих ножниц и применяются при сравнительно небольших скоростях движения материала, не превышающих 1—5 м/сек,. Вращающиеся и ротационные применяются преимущественно при порезке материала, движущегося со значительно большей скоростью, достигающей 10 м/сек в листовых станах и 25 м/сек в сортовых.
Вращающиеся ножницы представляют много разновидностей и, а свою очередь, могут быть разделены на: ножницы с горизонтальным резом, с вертикальным резом (с короткими и длинными ножами) и с косым порезом полосы.
Вращающимися ножницами обычно называют летучие ножницы барабанного типа с одним и двумя барабанами, причем последние бывают одинарные (листовые ножницы), двойные, тройные и т. д. (сортовые ножницы), в зависимости от одновременного резания нескольких
полос.
Вращающимися также называют и ножницы дискового типа, где вместо барабанов применены диски.
- Качающиеся ножницы
Ножницы, у которых движение ножей для резания почти совпадает с направлением движения полосы, а после резания совершается в обратном направлении, называются к а ч а ю щ и м и с я. К ножницам этого типа необходимо отнести летучие ножницы Э д в а р с а и м а я т н и к р в ы е ножницы; у первых ось качания расположена под ножами, у вторых — подобно маятнику — над ножами.
а) Н о ж н и ц ы Э д в а р с а — первые летучие ножницы, получившие применение в прокатном производстве для резки заготовки. В ранних конструкциях эти ножницы имели г и д р а в л и ч е с к и й привод, а в более поздних — п а р о в о й и п н е в м а т и ч е с к и й.
Ножницы Эдварса сыграли большую прогрессивную роль в деле развития высокопроизводительных прокатных установок (полунепрерывных и непрерывных станов) и положили начало развитию конструкций ножниц, производящих порезку полосы в процессе ее движения.
Новые конструкции летучих ножниц Эдварса для порезки полосы, получаемой с сортовых станов, сечением от 40X40 до 100 X 100 мм сохранили тот же принцип устройства, что и старые, увеличились только скорости резки и стала совершеннее схема управления ими. Если на летучих ножницах Эдварса старых конструкций можно резать заготовку с максимальным сечением до 60 X 60 мм со скоростью, не превышающей 1,5 м/сек, то на новых конструкциях этих ножниц можно резать заготовку сечением до 100 X 100 мм со скоростью 1—3,5 м/сек а полосу сечением 40 X 40 мм со скоростью до 2,5—5 м/сек.
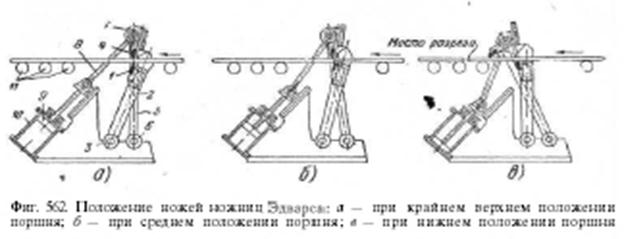
Схема конструкции ножниц Эдварса показана на фиг. 562, а, б, в. Нижний нож 7 закреплен неподвижно в раме 2, могущей качаться вокруг оси 3. Верхний нож 4 укреплен в раме, качающейся вокруг оси 7, и связан с одной стороны тягой 5 с шарниром 6, с другой — посредством тяги 8 — с поршнем 9 цилиндра 10.
Поршень цилиндра 10, перемещаясь вниз (фиг. 562, я), тянет за, собой тягу 8, а последняя раму 2, которая, поворачиваясь вокруг оси 3, увлекает за собой верхний нож 4. Последний, двигаясь вместе с рамой 2, опускается и разрезает полосу, находящуюся между ножами / и 4 (фиг. 562, б).
При дальнейшем движении поршня 9 цилиндра 10 к нижнему конечному положению нож 4, поворачиваясь вокруг оси 7, отклоняется
влево (в направлении движения полосы) и пропускает полосу (фиг. 562, в). Обратное движение поршня 9 цилиндра 10 вверх возвращает механизм ножниц в исходное положение и цикл повторяется.
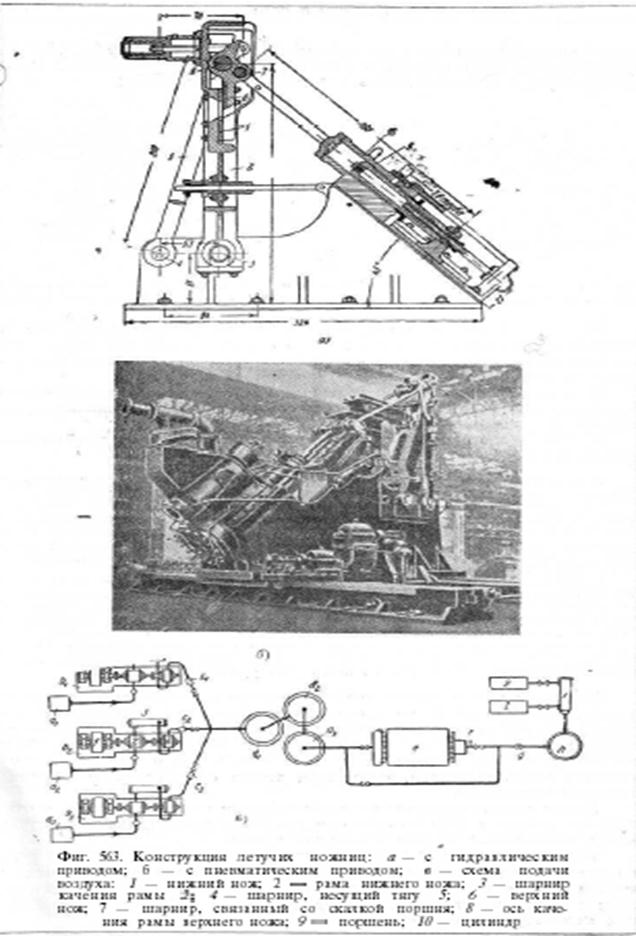
Ножницы Эдварса с гидравлическим (фиг. 563, а), паровым и пневматическим приводами (фиг. 563, б) применяются для обслуживания как заготовочных, так и сутуночных станов, прокатывающих сутунку толщиной от 6 до 30 мм шириной до 300 мм.
В сортовых станах с несколькими калибрами на бочках валков ножницы могут передвигаться в направлении, поперечном прокатке, при помощи специального мотора.
При переходе с работы паром на работу сжатым воздухом конструкцию ножниц (фиг. 563, б) изменять не приходится.
У летучих ножниц заготовочного и сутуночного стана в Тринек [179] применена схема установки для получения сжатого воздуха, приведенная на фиг. 563, в.
Эта установка состоит из воздушных фильтров а1 — а2, двухступенчатых компрессоров b1 — b3 с мотором 1, ступеней низкого давления 2, промежуточных холодильников 3, ступеней высокого давления 4, предохранительных клапанов c1— c2, воздушных резервуаров d1 — d2 объемом по 20 м3, подогревателя воздуха е, термостата f, регулятора давления g, воздушного резервуара h и отделителя i, размещенного перед летучими ножницами k и I.
Подогрев сжатого воздуха осуществляется в аппарате Грина до температуры 200° С. Подогрев воздуха до 100° С по сравнению с воздухом, имеющим комнатную температуру, увеличивает производительность компрессоров на 30%, а подогрев до 200° С увеличит производительность компрессоров, примерно, на 60% по сравнению с производительностью, соответствующей воздуху с комнатной температурой.
Разрезка полосы на части одинаковой длины достигается благодаря применению точного регулятора давления g и небольшого воздущного резервуара h, поддерживающих давление воздуха на постоянном уровне (фиг. 563, в).
Ножницы включаются при ударе полосы о специальный предохранитель, установленный на рольганге и связанный с клапанами цилиндра. При этом из нижней части цилиндра воздух устремляется наружу, и поршень, перемещаясь вниз, производит порез. С окончанием резания происходит автоматическое переключение и пар поступает в нижнюю часть цилиндра, возвращая таким образом раму ножниц в исходное положение.
Меняя место установки предохранителя и принимая скорость отводящего рольганга больше скорости движения полосы, можно получать куски разрезаемой полосы различной длины.
Так как на летучих ножницах старых конструкций точность резки по длине полосы достигала лишь 1%, фирма Демаг заменила механический привод распределительных клапанов и золотников электрическим с применением фотоэлементов, прекрасно работающих на ножницах мелкосортных станов.
Правильное сочетание скорости резания со скоростью движения полосы является в летучих ножницах наиболее важным фактором, обеспечивающим высокое качество разрезки материала. Регулировка скорости резания достигается в ножницах фирмы Демаг (фиг. 563, б)
применением особого аппарата управления, который с одной стороны изменяет сечение выхлопного отверстия, с другой — ограничивает доступ пара или воздуха к рабочему цилиндру
Основной недостаток ножниц типа Эдварса — малое число резов (не выше 60 в минуту), которое они дают, и большой вес качающихся масс, вызывающих возникновение больших инерционных усилий. Для уравновешивания последних над рабочим цилиндром устанавливается специальный цилиндр уравновешивания, а также отдельный тормозной цилиндр для верхнего ножа.
б) М а я т н и к о в ы е н о ж н и ц ы (фиг. 564) обычно устанавливаются у последней клети черновой группы 630 мм или же у первой
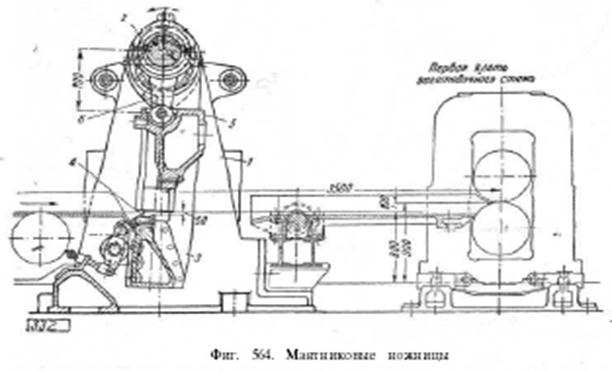
клети чистовой группы 450 мм непрерывно-заготовочного стана и предназначены для резки заготовки с максимальным сечением до 125 X 125 мм при минимальной температуре 900е и сопротивлении разрыву материала в холодном состоянии 80 кг/мм2.
Ножницы имеют станины / и эксцентриковый вал 2 с крайними и средним эксцентриками. Крайние эксцентрики связаны с маятником 3, в котором закреплен нижний нож 4. Супорт верхнего ножа 5 шатуном 6 связан со средним эксцентриком. Таким образом полоса разрезается при вращении эксцентрикового вала с эксцентриками (боковыми и средним), расположенными под углом в 180° одни относительно других. Схема маятниковых ножниц НКМЗ, предназначенных для непрерывно-заготовочного стана Макеевского завода, изображена на фиг. 565а и 565б. Ножницы имеют ход верхнего ножа 160 мм, нижнего—180 мм, раскрытие ножей равняется 170 мм, число ходов в минуту 25, число резов при сечении заготовки 100 X 100 мм равно 12, при сечении заготовки 125 X 125 мм равно 9. Включение и торможение ножей автоматическое.
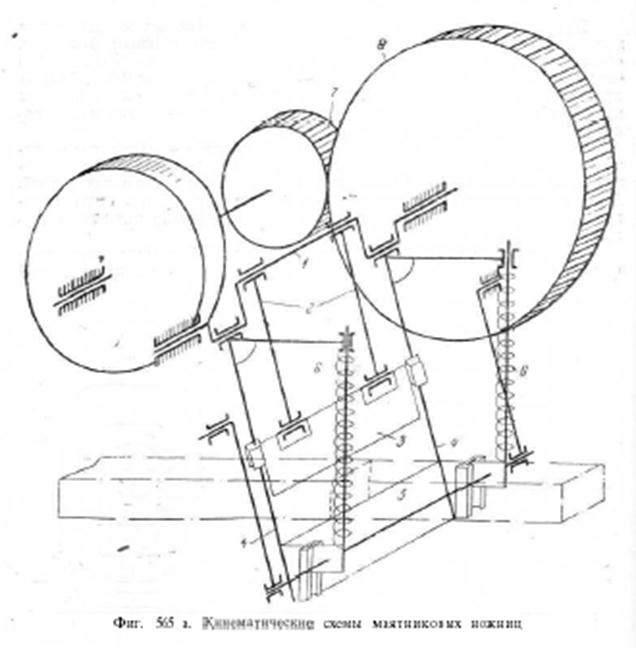
На фиг. 565 а показана кинематическая схема маятниковых ножниц НКМЗ, из которой видно, что коленчатый вал / одновременно связан с тягами 2, несущими супорт верхнего ножа 5, и тягами 4, несущими супорт нижнего ножа 5. Для уравновешивания при качении инерционных усилий служат пружины 6. Привод коленчатого вала осуществляется через две пары цилиндрических шестерен 7 и 8 двухступенчатого редуктора от мотора мощностью в 38 л. с. с числом оборотов в минуту п = 725.
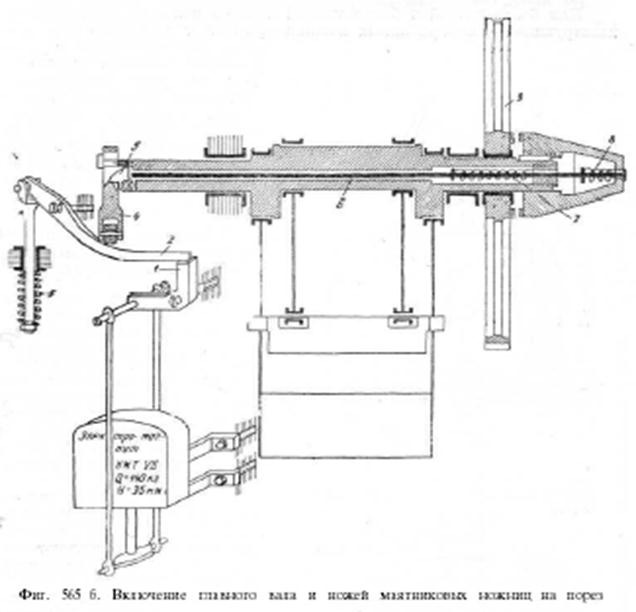
На фиг. 565 б представлена схема включения главного вала на порез посредством специального устройства, связывающего муфту включения с электромагнитной установкой.
При подаче тока электромагнитной установкой сердечник / притягивает к себе рычаг 2, оттягиваемый пружиной 3. С поворотом рычага 2 кулачок, закрепленный в раме 4, переместится вниз и отпустит сектор 5, за поворотом которого переместится влево стержень 6, отталкиваемый пружиной 7 и связанный с муфтой включения 5. Перемещаясь влево, муфта включения 8 войдет в соединение и включит шестерню 9, а следовательно, и коленчатый вал, несущий ножи, — на порез.