 2015-02-14
2015-02-14 554
554Шейки валков, применяемые для подшипников Моргойл, имеют коническую и цилиндрическую форму, причем преимущественное применение первой объясняется большей прочностью конической шейки, а также большей легкостью установки подшипника на такой шейке.
Подушка или корпус подшипника изготовляется из углеродистой стали. После грубой механической обработки (обдирки) она подвергается гидравлическому испытанию под давлением в 6 — 7 ат, затем поступает на чистовую обработку и сборку. Вырубку смазочных канавок для густой смазки, имеющих ширину 6 и глубину 3 мм, обычно производят вручную.
Конусная втулка изготовляется стальной кованой при твердости по Бринелю 275—300. После предварительной механической обработки и вырубки смазочных канавок втулка поступает на шлифовку наружной поверхности цилиндрической части и боковых плоскостей бурта. Шлифовка втулки производится на специальной оправке мелкозернистым камнем до зеркальной поверхности, после чего идет на сборку.
Цилиндрическая втулка (вкладыш) изготовляется кованой из стали с содержанием углерода до 1,1  1,2%, иногда же* для подшипников малых размеров отливается из бронзы. Получив предварительную механическую обработку, втулка протравливается, лудится, затем поступает под центробежную заливку. Заливка производится баббитом следующего химического состава: 92%, олова; 3,5% меди; 4,5% сурьмы.
1,2%, иногда же* для подшипников малых размеров отливается из бронзы. Получив предварительную механическую обработку, втулка протравливается, лудится, затем поступает под центробежную заливку. Заливка производится баббитом следующего химического состава: 92%, олова; 3,5% меди; 4,5% сурьмы.
Толщина заливки до механической обработки 12,7 мм, после — 3 мм.
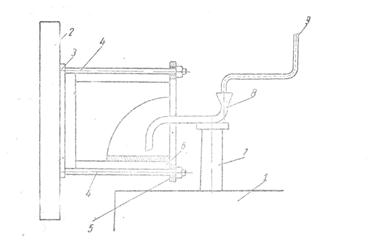
Заливка втулки баббитом производится при помощи специального устройства, энного на фиг. 285. На планшайбе 2 расточного станка 1 крепится металлический диск 3, диаметр которого больше наружного диаметра втулки; к диску крепятся четыре стяжных болта 4 и надевается шайба 5, которая перемещается болтам. Между диском 3 и шайбой 5 помещается втулка 6, предназначенная для заливки, и прочно закрепляется четырьмя болтами.
В супорте 7 станка закрепляется трубка с воронкой 8. Подвод расплавленного баббита производится по короткому трубопроводу 9, расположенному рядом с газовой печью. Перед заливкой втулка и все трубопроводы тщательно прогреваются газовой горелкой.
После остывания и грубой механической обработки внутренней поверхности производится разметка, а затем рассверливание смазочных отверстий и отверстия стопорного винта, после чего втулка поступает на шлифовку внутренней полости с допуском плюс 0,0254 мм.
Упорные кольца изготовляются из обыкновенной катаной углеродистой стали. Эти кольца заливаются баббитом того же состава, что и цилиндрическая втулка; механическая обработка и шлифовка аналогичные описанным ранее. Разрезные и неразрезные кольца обрабатываются одинаково, причем разрезка кольца изводится после заливки его баббитом.
На шейку валка, имеющую специальную выточку, устанавливается втулка, состоящая из двух половин с наружной нарезкой; эта втулка удерживается от выпадания витой проволокой и шпонкой.
Диаметр пружины берется равным 6 мм, ее длина — 630 мм.
Диаметр отдельных проволок—1,2 мм.
Американские фирмы эти втулки (гайки) делают из стального литья с содержанием 0,20 0,30% С, английские—из чугуна.
По данным НКМЗ, примерный химический состав и механические свойства деталей подшипника Моргойл приводятся ниже:
Состав баббита, применяемого для заливки втулок:

Температура плавления никеля  равна 1451°, кадмия
равна 1451°, кадмия  — 321°, меди
— 321°, меди  - 1083°.
- 1083°.
Материал, применяемый для конической втулки: 0,4% С; 0,7% М п; 2,0% ; 0,3 Мо; 0,2%  ; 0,012%
; 0,012%  ; 0,02% Р.
; 0,02% Р.
Механические свойства деталей подшипника (твердость Нв и сопротивление  ):
):
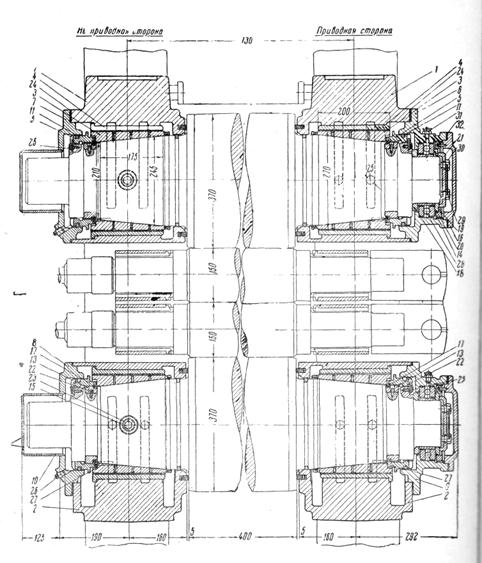
Фиг. 281. Новая конструкция подшипника жидкостного трения НКМЗ: для клети кварто-стана холодной прокатки: 1 — верхняя подушка; 2 — нижняя подушка; 3 — коническая втулка; 4 — втулка с баббитовой заливкой; 5 — упорная гайка; 6 и 7 — верхние крышки; 8 и 9 — нижние крышки; 10 — колпак; 11 и 12 — уплотнительные кольца; 13 — кольцо из двух половин; 14 — регулировочная гайка; 15 — установочный винт; 16 — крышка; 17 — пружина; 18 и 19 — кольца; 20 — дистанционная втулка; 21 — опорная шайба; 22 — штифт; 23 — прокладка; 24 — резиновая прокладка; 25 — болт; 26 — пробка 3/8"; 27 — призматическая шпонка; 28— шарикоподшипник № 8228; 29—проволока; 30 — болт чистый; 31—ниппель 1/4"; 32 — прокладка
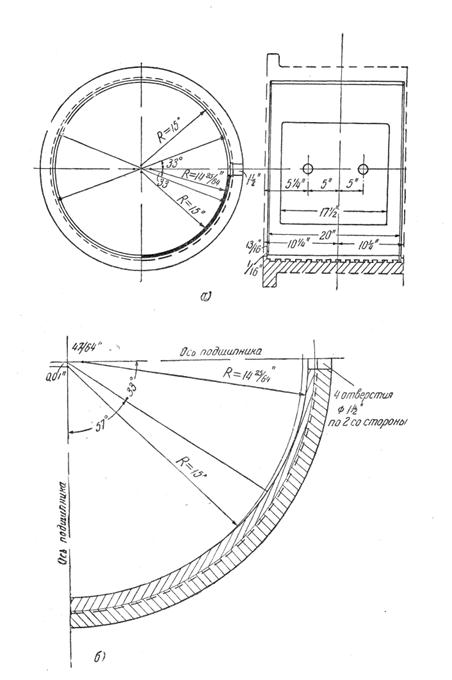
Фиг. 282. Полная схема заливки вкладыша подшипника типа Моргойл в исполнении фирмы «Места»:
а—нормальная; б—в укрупненном виде для 1/4 сечения подшипника
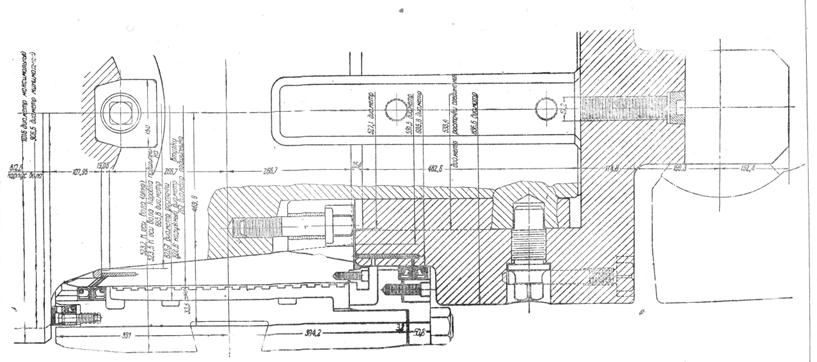
Фиг 284. Разрез (со стороны привода) подшипника фирмы «Места» для обжимного дуо реверсивного стана.
Размер подшипника 
Фиг. 285. Устройство для центрированной заливки баббитом вкладышей подшипника Моргойл
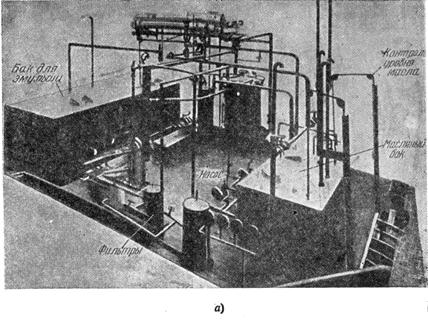
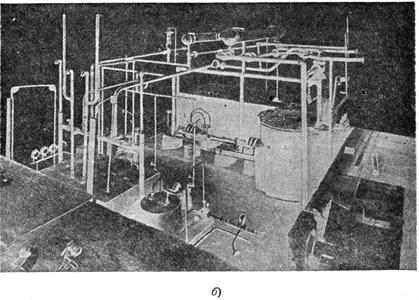
Фиг. 286, а и б. Виды установки для централизованной смазки подшипников Моргойл
Фиг. 286, в. Подвод к подшипнику свежей смазки (1) и отвод отработанной (2)
Цилиндрическая втулка.......................................  = 118,8
= 118,8
Полукольцо........................................................... = 118 124;  = 66 69 кг/мм
= 66 69 кг/мм 
Опорное кольцо.................................................... = 196 202; =93 94 кг/мм
Коническая втулка................................................ = 295.
Расточка применяется алмазная (6 ниток на 1 мм).
Изготовление остальных деталей подшипника ничего сложного не представляет.








