 2015-02-14
2015-02-14 543
543Стан типа Хазелета с двумя валками (один с ребордами), оси которых расположены в горизонтальной плоскости, является наиболее распространенным среди станов бесслитковой прокатки, уже освоенных в промышленности.
Мы остановимся лишь на стане, прокатывающем листы и ленты, хотя наблюдаются попытки прокатывать на бесслитковых станах также сортовый материал.
Принимая, что стан имеет приводные валки одинакового диаметра, мы могли бы этот случай прокатки разбирать как рассмотренный выше случай прокатки листов, но особенности температурного режима и наличие реборд у одного из валков при боковых направляющих требуют внесения определенных поправок.
На фиг. 124 показана схема взаимодействия сил при прокатке, из которой видно, что согласно замечаниям, сделанным выше (глава II, § 6, п. 5), фактический углом захвата считается не угол наполнения  , а лишь четвертая часть его
, а лишь четвертая часть его  , тогда как точка приложения равнодействующей выбрана под углом
, тогда как точка приложения равнодействующей выбрана под углом  <
<  , что, как уже отмечалось, обусловлено температурным режимом на данном стане.
, что, как уже отмечалось, обусловлено температурным режимом на данном стане.
Приложенная в точке  равнодействующая элементарных давлений
равнодействующая элементарных давлений  валка на полосу, направленная по радиусу, вызывает равнодействующую сил трения Т, направленную по касательной в сторону движения полосы.
валка на полосу, направленная по радиусу, вызывает равнодействующую сил трения Т, направленную по касательной в сторону движения полосы.
Равнодействующая общего давления Р определяется по слагающим и Т и при отсутствии других действующих сил имеет направление, параллельное линии центров валков. Ее плечо а =  .
.
Отсюда приводной момент:

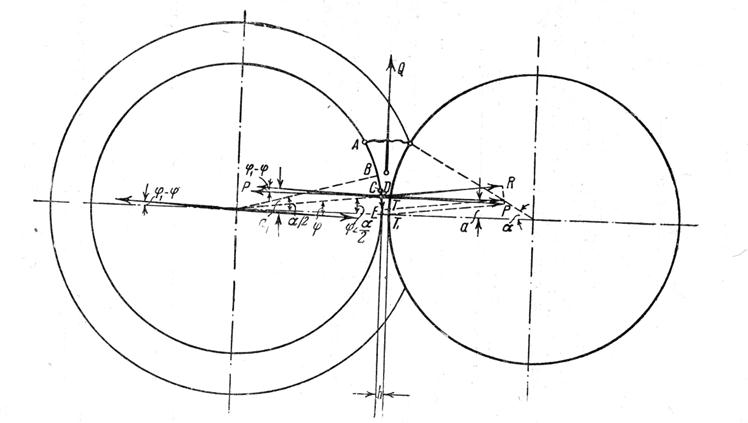
Фиг. 124. Схема взаимодействия сил в стане бесслитковой прокатки
Благодаря наличию реборд у одного из валков или боковых направляющих возникает дополнительная сила (сопротивление трения в ребордах), направленная в сторону, противоположную направлению движения полосы. Для преодоления силы  необходимо увеличение приводного момента.
необходимо увеличение приводного момента.
Рассматривая как фиктивную внешнюю силу, оказывающую действие на валки, спроектируем силы, действующие на полосу со стороны валков на направление прокатки, подобно тому, как это было сде-
лано при изучении распределения сил на станах холодной прокатки с наличием натяжения полосы (уравнение 136). Имеем:
 (230)
(230)
откуда
 (231)
(231)
Еще раз подчеркиваем, что внешняя сила взята как условная. При этом условии равнодействующая Р параллельна линии центров валков (показана тонкой линией), угол между точкой приложения равнодействующей и горизонталью равен , величина плеча — а.
Исходя из условия, что приводной момент равен моменту трения (глава III, § 1, п. I), можно определить величину действительного плеча а  > а с учетом силы Т , подставляя ее значение из формулы (231):
> а с учетом силы Т , подставляя ее значение из формулы (231):
 (232)
(232)
Таким образом получился результат, подтверждающий, что действительное плечо а больше а на величину  , что обусловливается сопротивлением в реборде.
, что обусловливается сопротивлением в реборде.
Если рассматривать сопротивление в реборде, вызываемое действием силы , как момент сопротивления вращению с плечом  >
>  , то для вращения одного валка потребуется момент значительного больший. Тогда общее уравнение моментов принимает вид:
, то для вращения одного валка потребуется момент значительного больший. Тогда общее уравнение моментов принимает вид:
 (233)
(233)
откуда
 (234)
(234)
Подставляя вместо плеча а равную ему величину  можно найти угол :
можно найти угол :
 (235)
(235)
Решая совместно уравнения (232) и (234) относительно а и а получаем действительное плечо силы :
откуда
 (236)
(236)
Действительное положение равнодействующей определяется из того же уравнения (232), если а и а заменить соответственно величинам  и :
и :
Откуда определяем условный угол  , соответствующий плечу а — а, на величину которого перемещается точка приложения равнодействующей, в связи с наличием трения в ребордах:
, соответствующий плечу а — а, на величину которого перемещается точка приложения равнодействующей, в связи с наличием трения в ребордах:
 (237)
(237)
Так как сила действует и на валок с ребордами и на валок, не имеющий их, то фактически равнодействующая общего давления Р металла на валки лежит в плоскости, параллельной линии центров валков, положение же ее изменяется, т. е. равнодействующая перемещается на величину плеча, соответствующую углу , и точка ее приложения проходит не под углом (точка ), а под углом  к линии центров валков (точка С).
к линии центров валков (точка С).
Отсутствие экспериментальных данных по общему и удельному давлению металла на валки в станах бесслитковой прокатки заставляет ограничиться приближенным подсчетом среднего удельного давления, исходя из температурного режима, принятого на данном стане, причем верхний предел температуры следует взять соответствующим принятой нами температуре начала захвата (примерно на 150—200° ниже температуры металла в распределителе), нижний — соответствующим температуре выхода полосы из валков.
После определения приводного момента  и момента трения в цапфах М т определение Мх.х не представит особых затруднений, ввиду того, что кинематика рабочей линии стана для бесслитковой прокатки аналогична таковой у обычных (сортовых, листовых и др.) станов. При этом необходимо отметить, что некоторые американские станы (Хазелет) имеют обособленную шестеренную клеть и сдвоенный редуктор, тогда как у некоторых наших станов шестеренная клеть и редуктор объединены в одном агрегате.
и момента трения в цапфах М т определение Мх.х не представит особых затруднений, ввиду того, что кинематика рабочей линии стана для бесслитковой прокатки аналогична таковой у обычных (сортовых, листовых и др.) станов. При этом необходимо отметить, что некоторые американские станы (Хазелет) имеют обособленную шестеренную клеть и сдвоенный редуктор, тогда как у некоторых наших станов шестеренная клеть и редуктор объединены в одном агрегате.








