 2015-02-18
2015-02-18 1555
1555Прообразом системы управления с распред. валами считаются механические копировальные системы управления. В данных системах при обработке детали 1 плоский копир 5 через щуп 4 управляет перемещением поперечного суппорта 3 с режущим инструментом и обеспечивает необходимую рабочую подачу Sпоп. При перемещении продольного суппорта 2 с подачей Sпр.
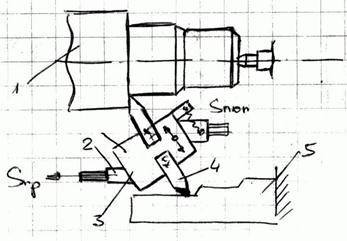
Схема механической копировальной системы управления.
Данные системы конструктивно просты и надежны, но в них большие потери на холостые ходы, которые обусловлены необходимостью возврата копира в исходное положение при повторном цикле обработки. А также они имеют повышенный износ копира из─за действия на него сил резания.
В данных системах происходит управление только работой одного инструмента. Если взять данный копир, или несколько копиров, обернуть их на цилиндр, или изготовить в виде дисковых кулачков и установить на один общий вал, то получится система с управлением большим количеством рабочих органов и надежной их синхронизации. Данная система управления и будет представлять систему с распред. валом.
В системах с распред. валом наиболее часто используют следующие виды кулачков: дисковый, командный и барабанный.
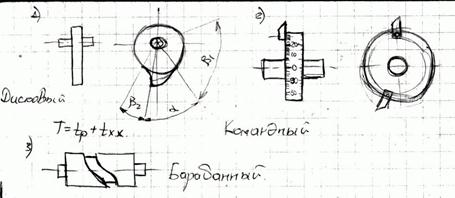
Системы с распред. валами легко рассчитать и спроектировать т.к. можно построить подробную циклограмму работы, где будут просматриваться все холостые и рабочие движения инструмента.
α ─ рабочий участок инструмента
β1 ─ холостые движения при подводе инструмента
β2 ─ холостые движения при отводе инструмента.
Принято проектировать кулачки так, чтобы полный цикл обработки соответствовал полному обороту распред. вала.
Т─полный цикл обработки.
Все системы с РВ можно классифицировать на три группы по принципу совершения холостых ходов.
Системы управления группы I
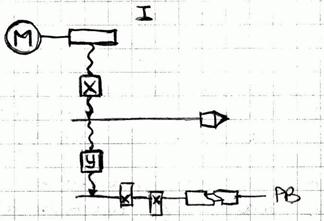
Привод вращения шпинделя, в данных системах управления и распред. вала с кулачками, осуществляется от электродвигателя через гитары сменных зубчатых колес X, Y. Особенностью этих систем управления является то, что частота вращения распред. вала для каждой настройки гитары сменных зубчатых колес Y будет постоянной в течении всего времени полного цикла, поэтому в данных системах при изменении времени рабочих ходов пропорционально изменяется и время холостых ходов.
Данные системы управления характеризуются рядом критериев:
Системы управления группы I с РВ в основном применяются в автоматах не металлорежущего типа.
Системы управления гр. II с РВ.
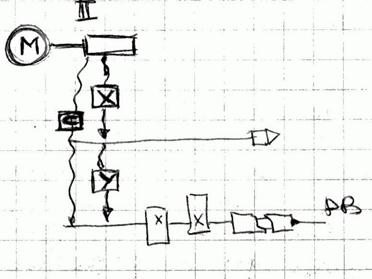
Особенностью данных систем является то, что РВ в течении полного рабочего цикла (Т) имеют две скорости вращения. Медленное вращение осуществляется при помощи гитары сменных зубчатых колёс Y для совершения рабочих ходов. Быстрое вращение РВ осуществляется при помощи гитары С для совершения ХХ. Частота вращения на ХХ является постоянной и принимается максимальной исходя из прочности механизмов ХХ.
Учитывая, что в данных системах ХХ осуществляется на максимальной скорости вращения наиболее эффективно их использовать при обработке сложных деталей из труднообрабатываемых материалов.
Системами управления гр. II с РВ в основном оснащаются многошпиндельные автоматы и полуавтоматы (1В240, 1В290).
Системы управления гр. III с РВ.
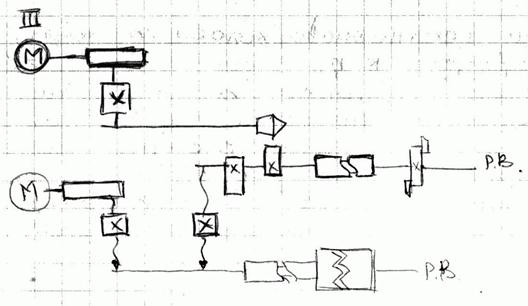
Данные системы управления представляют сочетание систем управления гр. I и гр. II. РВ в этих системах вращается как в гр. I с одной скоростью. Все ХХ осуществляются при помощи вспомогательного вала через гитару сменных зубчатых колёс С.
Системы управления III гр. Рекомендуется применять при обработке деталей средней сложности. Данными системами управления оснащаются токарно-револьверные автоматы, а также не металлорежущие автоматы и полуавтоматы.








