 2015-02-24
2015-02-24 7000
7000Шлифование широко применяется при изготовлении резьбонарезного инструмента, резьбовых калибров, накатных роликов, точных винтов и других деталей с точной резьбой. Шлифуют резьбу обычно после термической обработки, которая искажает элементы резьбы. Процесс шлифования резьбы одно- и многониточным кругом (рис. 15, а) аналогичен фрезерованию соответственно дисковой или групповой фрезой.
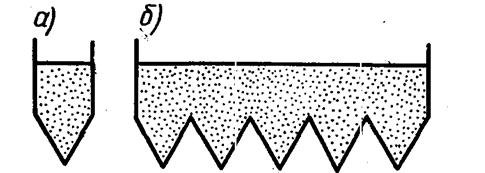
Рис. 15. Абразивные круги для шлифования резьбы:
а — однониточный; б — многониточный
Шлифование однониточным кругом 16, а) осуществляется при продольном перемещении детали 2. Однониточные круги правят одним или двумяалмазами при помощи специального приспособления (рис. 16, б).
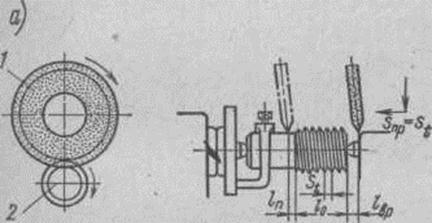 | 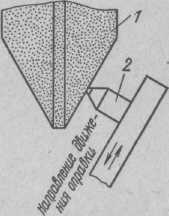 |
Рис. 16. Шлифование резьбы однониточным кругом:
а — схема шлифования: 1 — шлифовальный круг; 2 — деталь; б — правка круга: 1 — шлифовальный круг; 2 — державка с алмазом.
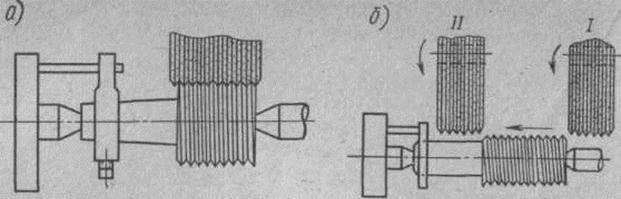
Многониточные круги применяют преимущественно при шлифовании резьбы на деталях с короткой нарезанной частью (обычно не более40 мм). На рис. 17, а, б показаны схемы шлифования (/ и // — положения круга). Ширина шлифовального круга должна быть больше длины шлифуемой резьбы на 2—4 шага. На круге делается кольцевая резьба с требуемым шагом. Шлифование производится по методу врезания при продольном передвижении детали на 2—4 шага за 2—4 ее оборота.
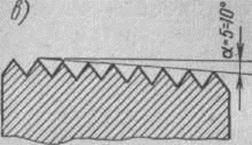 | 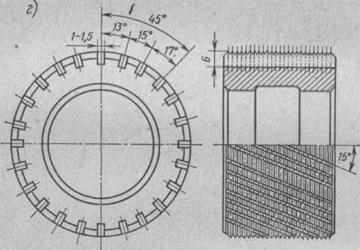 |
Рис. 17. Шлифование резьбы многониточным кругом:
а и б — схемы шлифования; / и // — соответственно начальное и конечное положения шлифовального круга; в — заправка многониточного шлифовального круга под углом а; г — ролик для накатывания кольцевой резьбы
Если длина резьбы больше ширины многониточного круга, шлифование производится при продольном передвижении детали относительно круга. Все нитки резьбы детали последовательно шлифуются всеми нитками шлифовального круга. Заправляют круг под углом  , как показано на рис. 17, в. Врезное многониточное резьбошлифование неизбежноо приводит к искажению профиля резьбы; при продольном перемещении детали относительно шлифовального круга искажение профиля получается значительно меньшим.
, как показано на рис. 17, в. Врезное многониточное резьбошлифование неизбежноо приводит к искажению профиля резьбы; при продольном перемещении детали относительно шлифовального круга искажение профиля получается значительно меньшим.
Профилируют многониточный шлифовальный круг на большинстве станков посредством накатывания кольцевой резьбы стальным роликом (рис. 17, г). Ролик для накатывания кольцевой резьбы изготовляют из закаленной стали одной из марок — Р18, У12, ХВГ. На цилиндрической поверхности ролика нарезана кольцевая резьба с требуемым шагом и углом профиля; на той же поверхности ролика прорезаны пересекающие кольцевую резьбу спиральные канавки с неравномерным шагом; иногда вместо спиральных канавок по всей поверхности резьбы ролика просверливают отверстия. При накатывании шлифовальный круг приводится в медленное вращение, благодаря чему заставляет вращаться ролик. Витки ролика постепенно выкрашивают на поверхности круга канавки, образуя кольцевую резьбу. На некоторых резьбошлифовальных станках имеются специальные приспособления для профилирования многониточного шлифовального круга алмазом.
Бесцентровое шлифование резьбы применяется преимущественно в массовом производстве при наличии многониточных кругов. Этим методом можно шлифовать только наружную резьбу. Для этих целей применяются станки, имеющие схемы обычных бесцентрово-шлифовальных станков, снабжаемые многониточными кругами с кольцевыми канавками, имеющими профиль шлифуемой резьбы. Круги имеют конусную заборную часть, что позволяет шлифовать деталь по наружному диаметру при наличии припуска, а образование профиля резьбы происходит постепенно по мере перемещения детали.
Деталь опирается на нож, точно установленный под углом подъема винтовой линии резьбы. Ось ведущего круга наклонена в вертикальной плоскости в ту же сторону, что и нож, но на угол, вдвое больший, благодаря чему заготовка помимо вращения осуществляет также осевую подачу на один шаг за один оборот. Вращение заготовки в несколько раз медленнее, чем при круглом шлифовании.
При шлифовании резьбы на деталях, имеющих головку или буртик, препятствующие сквозной осевой подаче, образование резьбы осуществляется за 1,2—1,5 оборота заготовки. В этом случае резьба шлифуется сразу по всей длине с предварительным врезанием шлифовального круга на глубину профиля.
При шлифовании таким методом можно получить резьбу 1-го класса точности; производительность при обработке деталей длиной 20 — 30 мм составляет 30—50 шт. в минуту.








