 2015-08-21
2015-08-21 12092
12092Бесцентровое шлифование применяется при значительных объёмах производства деталей, т.к. является более производительным методом обработки, чем шлифование валов в центрах и осуществляется на бесцентрово-шлифовальных станках.
Сущность бесцентрового шлифования (рис. 37) заключается в том, что шлифуемая заготовка не закрепляется, а свободно помещается между двумя шлифовальными кругами (круг большего диаметра является шлифовальным, а круг меньшего диаметра – ведущим) и поддерживается ножом (опорой) со скосом, благодаря которому она прижимается к ведущему кругу.
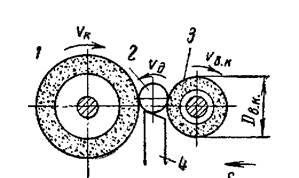
Рис. 37. Схема бесцентрового шлифования
Центр заготовки при этом должен быть несколько выше линии, соединяющей центры обоих кругов, во избежание получения огранки.
h = (0,35 – 0,4) dзаг., но не более 14 мм.
При шлифовании мелких деталей центр заготовки может быть ниже оси центров кругов.
Шлифовальный круг имеет окружную скорость 30...65 м/с, а ведущий 10...40 м/мин.
Так как коэффициент трения между ведущим кругом и обрабатываемой заготовкой больше, чем между заготовкой и шлифовальным кругом (рис. 59, а), то ведущий круг сообщает заготовке вращение со скоростью круговой подачи  ).
).

На бесцентровошлифовальных станках режимы резания могут быть увеличены, по сравнению с обработкой на круглошлифовальных станках, в 1.5 – 2 раза, т.к. жесткость технологической системы бесцентровошлифовальных станков в 1.5 – 2 раза выше. В данном случае облегчается и задача обработки нежестких валов.
На бесцентровошлифовальных станках также применяются два метода шлифования:
с продольной подачей
и врезанием.
Бесцентровое шлифование с продольной подачей применяют для обработки гладких валов (рис. 38).
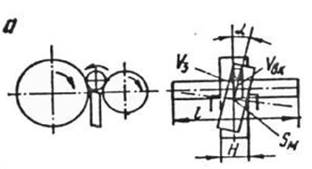
Рис. 38. Схема бесцентрового шлифования с продольной подачей
Продольная подача заготовки  = 1000 – 4000 мм/мин) обеспечивается за счёт наклона ведущего круга на угол α и рассчитывается по формуле:
= 1000 – 4000 мм/мин) обеспечивается за счёт наклона ведущего круга на угол α и рассчитывается по формуле:
, где
µ = 0,98...0,95 – коэффициент проскальзывания, устанавливается в зависимости от угла наклона ведущего круга;
α - угол наклона ведущего круга (при предварительной обработке - 3...5°, при окончательной - 1...2°) (t =
Глубина резания (t) устанавливается: на первых проходах 0,05...0,15 мм, на окончательных - 0,01...0,03 мм.
Детали при шлифовании данным методом одна за другой поступают в зону обработки с одной стороны, а выходят с другой. При шлифовании на проход за несколько рабочих ходов можно достигнуть точности по 6-му квалитету и Ra 0,2 мкм.
Tосн =
Врезным шлифованием (рис. 39) обрабатывают заготовки небольшой длины, детали типа тел вращения с уступами, а также заготовки, имеющие конические или фасонные поверхности.
Рис. 39 Схема бесцентрового шлифования методом врезания
При этом методе оси кругов параллельны или ведущий круг устанавливается под малым углом (α = 0,2...0,5°), а осевому перемещению обрабатываемой заготовки препятствует установленный упор (рис. 40).
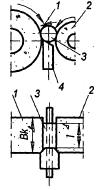
Рис. 40. Схема бесцентрового врезного шлифования с упором
Перед обработкой ведущий круг отводят на некоторое расстояние от опоры и устанавливают деталь на опору сверху или сбоку. Затем круг подводят к детали для обработки. Шлифование осуществляется с подачей ведущего круга к шлифовальному кругу (Sпоп.вед.кр = 0,003…0,01 мм/об.дет.). При шлифовании конической поверхности ведущий круг заправляют на конус, а нож устанавливают наклонно (под углом).
Tосн =
Возможные варианты бесцентрового шлифования деталей типа тел вращения приведены на рис. 41.
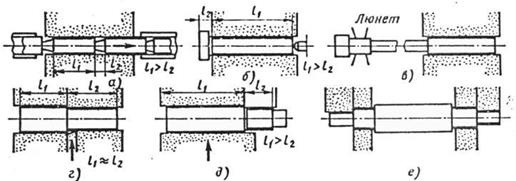
Рис. 41. Схемы наладок при бесцентровом шлифовании
Шлифование на бесцентровошлифовальных станках имеет ряд преимуществ по сравнению со шлифованием на круглошлифовальных, а именно:
- более высокая производительность за счет исключения Твспом. на установку и снятие детали;
- отпадает необходимость в центровых отверстиях, а соответственно и исключение погрешности от центрирования;
- нет потребностей в люнетах при шлифовании длинных валов (до 6 метров);
- высокая точность обработки при средней квалификации рабочего;
- бесцентровошлифовальные станки легко автоматизируются и встраиваются в автоматические линии.
В тоже время шлифование на бесцентровошлифовальных станках имеет и отрицательные моменты:
- трудно достичь концентричности наружных и внутренних поверхностей;
- у ступенчатых валов нельзя отдельно шлифовать каждую шейку (ступень), т.к. не обеспечивается концентричность окружностей ступеней и их соосность;
- настройка и регулировка станков требует больших затрат времени, что окупается в крупносерийном и массовом производствах.








