 2015-02-24
2015-02-24 627
6271. Цель работы: Определение годности детали.
2. Краткие сведения из теории
К универсальным измерительным инструментам относятся: штангенинструмент, микрометры гладкие, микрометрический глубиномер. Под общим названием «штангенинструмент» о6ъединяется большая группа средств измерений линейных размеров, не требующих высокой точности. Метод измерений контактный, прямой. Наиболее распространенными универсальными средствами измерения такого типа являются штангенциркули, штангенглубиномеры, штангензубомеры и штангенрейсмусы. У этих измерительных средств в качестве отсчетного устройства используется шкала измерительной линейки (штанги) с делениями через 1 мм, а отсчитывание частей деления на этой основной шкале производится с помощью вспомогательной (дополнительной) шкалы — нониуса. Нониус, как вспомогательная шкала, имеет небольшое число интервалов (10—20 интервалов) по сравнению с основной шкалой. Первый штрих нониуса является началом вспомогательной шкалы и одновременно указателем нанесения размера на основной шкале. Принцип построения нониуса заключается в том, что интервалы его шкалы нанесены «растянутым» относительно основной шкалы и отличаются от интервалов основной шкалы на величину отсчета, число делений нониуса точно укладывается в определенное число делений основной шкалы.
При расчете интервала шкалы нониуса используется понятие «модуль» γ, с помощью которого устанавливается взаимосвязь между интервалами основной шкалы и шкалы нониуса. Интервал деления шкалы нониуса рассчитывается по формуле
b = γc-i, (1)
где b - интервал деления шкалы нониуса;
c - интервал деления основной шкалы (с = 1 мм);
γ - модуль; целое число (обычно γ = 1 или γ = 2, реже γ = 3); величина модуля показывает, сколько делений шкалы штанги принято за основу при расчете нониуса;
i – величина отсчета по нониусу (цена деления нониуса).
Для штангенинструментов принято: i = 0,1, i = 0,05 мм.При расчете нониуса задаются величиной модуля γ и по формуле (1)определяют интервал деления для шкалы нониуса. Например, при c = 1 мм и i = 0,1 мм принимается
γ = 2, тогда интервал деления для нониуса
b = 2∙1 – 0,1 = 1,9 мм.
Число делений шкалы нониуса:
 ; (2)
; (2)
 .
.
Длина шкалы нониуса
l = nb; (3)
l = 10∙1,9 = 19 мм.
Штангенциркуль предназначен для измерения как наружных, так и внутренних размеров абсолютным методом. Основная шкала дляотсчета целых миллиметров с интервалом деления С ш нанесена на штанге 4 (рис. 1а); рамка с нониусом 6 перемещается вдоль штанги и крепится в нужном положении винтом 5.


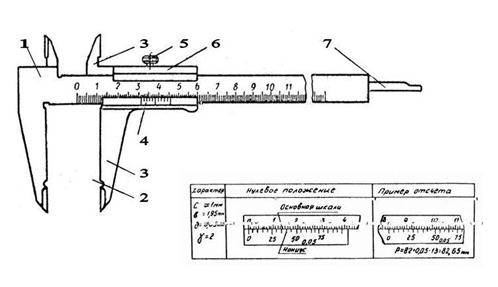
Рис.1.
В зависимости от типа инструмента губки имеют одну или две пары измерительных поверхностей – для наружных и внутренних размеров. При сомкнутых губках нулевые штрихи основной шкалы и шкалы нониуса совпадают, последний штрих шкалы нониуса при этом также совпадает с тем штрихом основной шкалы, который определяет приятую (в зависимости от значения γ) длину шкалы нониуса. Нулевой штрих нониуса является указателем для отсчета целых делений N основной шкалы. Число дробных делений миллиметра определит тот штрих (назовем его «k») нониуса, который наилучшим образом совпадает с каким-то штрихом основной шкалы.
Таким образом, полный размер измеряемой величины складывается из двух отсчетов
P = N + ik. (4)
Например, на рис. 1(б) установлен размер 82,65 мм. При измерении наружных размеров внутренние поверхности губок 3 приводят в слабое соприкосновение с измеряемым объектом, при этом винт 5 должен быть отжат. Затем стопорят винт 5 и производят отсчет по шкалам.
Микрометры гладкие являются типичным представителем микрометрических инструментов, принцип действия которых основан на использовании резьбовой микрометрической пары, позволяющей преобразовать вращательное движение микровинта в поступательное.
Микрометры служат для измерения наружных размера с точностью 0,01 мм абсолютнымметодом. Они выпускаются с диапазоном измерений 0—25, 25—50, 50—75,.. 300—400 400—500, 500—600 мм.
Рабочая длина микровинта всегда равна 25 мм. Для размеров выше 300 мм микрометры имеют сменные или переставные пятки, что и увеличивает диапазон измерения каждого из них до 100 мм.
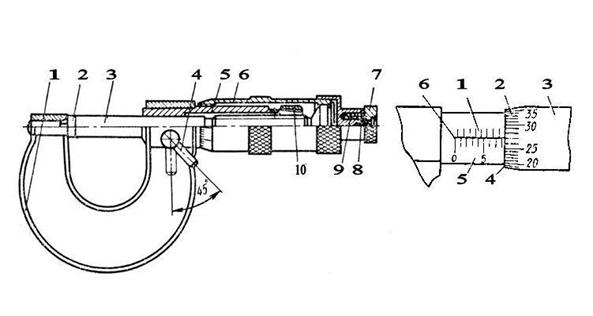
Рис. 2.
Корпусом обычного гладкого микрометра (рис. 2) служит скоба 1, в которую запрессованы с одной стороны пятка 2, с другой стебель 5 со шкалой; штрихи шкалы расположены выше и ниже продольной риски; цена деления шкалы 0,5мм (расстояние между соседними верхней и нижней рисками); указателем отсчета по шкале служит край барабана, которыйжестко закреплен винтом 3 посредством колпачка 7. На конусной поверхности нанесены 50 делений круговой шкалы, указателем отсчета которой является продольная риска на стебле. Микровинт 3 и резьбовое отверстие в стебле образуют винтовую кинематическую пару высокой точности с шагом Р = 0,5 мм; следовательно, одному обороту микровинта и скрепленного с ним барабана соответствует продольное перемещение края барабана на одно деление, равное 0,5 мм.
Повороту барабана на одно деление круговой шкалы будет соответствовать продольное перемещение микровинта на величину 0,01 мм. Микровинт при необходимости стопорится в стебле стопором 4. Пример отсчета по шкалам показан на рис. 2. Храповой механизм трещотки 8 предназначен для обеспечения определенного постоянного по величине измерительного усилия при измерении.
Микрометрический нутромер (рис. 3)служит для измерения глубины пазов, глухих отверстий, уступов абсолютным методом. Стебель 1 жестко связан с основанием 3, нижняя плоскость которого служит измерительной поверхностью; второй измерительной поверхностью является торец сменного измерительного стержня 4, который жестко скреплен с микровинтом. Глубиномер имеет трещотку 5,стопор 6 и гайку 7, с помощью которой производится установка на нуль. Отсчетное устройство глубиномера аналогично отсчетному устройству микрометра.
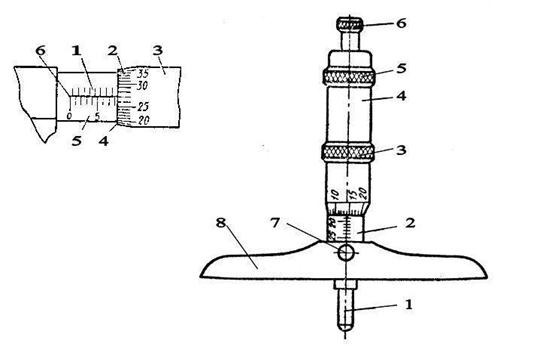
Рис. 3.








