 2015-03-20
2015-03-20 5079
5079Порядок сборки и сварки:
-для стыков труб диаметром 426-720 мм количество прихваток должно составлять не менее 3-х при длине каждой 60-100 мм;
- для стыков труб диаметром 820-1020 мм количество прихваток должно составлять не менее 4-х при длине каждой 100-150 мм;
- для стыков труб диаметром 1220 мм количество прихваток должно составлять не менее 4-х при длине каждой 150-200 мм.
Режимы сварки при выполнении прихваток должны соответствовать режимам сварки корневого слоя шва. Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм. Места окончания сварки смежных слоев шва ("замки" шва) должны быть смещены относительно друг друга на расстоянии70-100 мм. Неповоротные стыки труб при толщине стенок до 12 мм свариваются в три слоя. Высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равной двум-трем диаметрам электрода. Стыки труб диаметром более 300 мм свариваются обратноступенчатым способом. Длина каждого участка должна быть 150 — 300 мм,
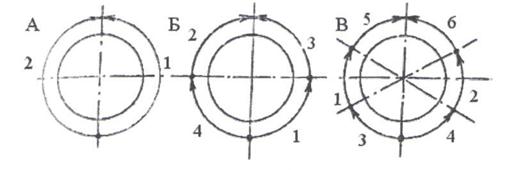
Каждый слой шва начинают с нижней части, смещаясь от нижней точки трубы на 20 — 30 мм. Конец шва следует перекрывать на 20 — 30 мм.

