 2015-03-27
2015-03-27 977
977Стандартная посадка может быть образована одним из трех способов:
- в системе отверстия (в системе основного отверстия);
- в системе вала (в системе основного вала);
- комбинированной по системе (отверстие в системе вала, а вал в системе отверстия).
В системе отверстия – основное отверстие и посадочный вал.
В системе вала – основной вал и посадочное отверстие.
В системе отверстия расположение поля допуска размера отверстия остается постоянным для всех посадок, а разные посадки получаются за счет разного расположения полей допусков размеров валов (при данных интервале номинальных размеров и квалитете). В системе вала расположение поля допуска размере вала остается постоянным для всех посадок, а разные посадки получаются за счет разного расположения полей допусков размеров отверстий (при данных интервале номинальных размеров и квалитете).
Посадки в системах отверстия вала называют посадками основным по системе (рис.17,18).
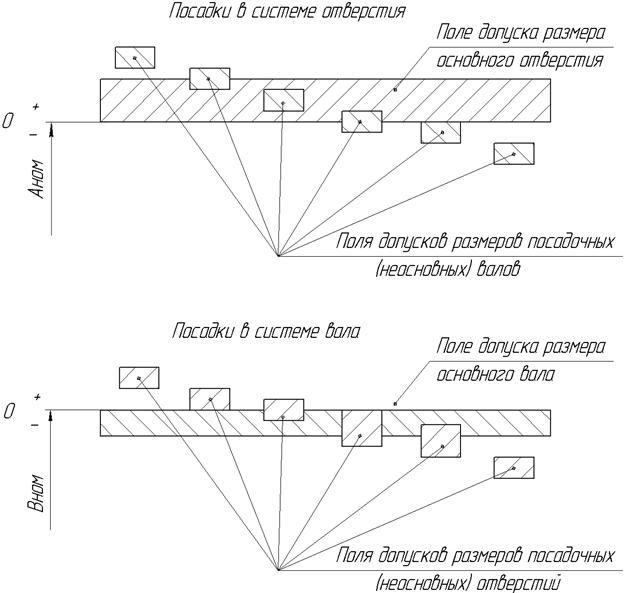
Рис.17
В комбинированных по системе посадках нет основных отверстия и вала, а сочетаются посадочные отверстия и валы. Разные посадки получаются за счет разного взаимного расположения полей допусков размеров посадочных отверстий и валов.
Посадки в системе отверстия применяются значительно чаще других и в большинстве случаев они оказываются более экономичными, так как сокращается количество применяемых типоразмеров сложных и дорогих нерегулируемых инструментов для обработки и контроля отверстий (протяжек, разверток, фрез, калибров-пробок).
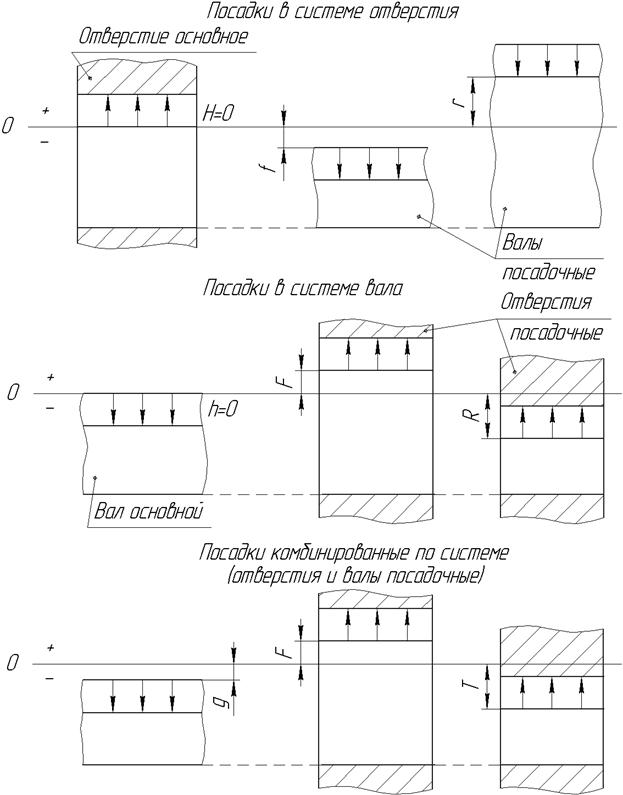
Рис.18
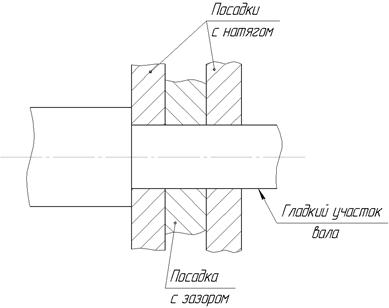
Рис. 19
Однако в следующих случаях применение посадок в системе вала оказывается более целесообразным:
а) если гладкий вал или гладкий участок вала входит в несколько сопряжений с разными посадками (рис.19). Например, в сопряжениях поршневого пальца с отверстиями бобышек поршня и головки шатуна в двигателе внутреннего сгорания, в сопряжениях оси с отверстиями вилки и тяги в разных механизмах. Если бы для таких сопряжений устанавливалась система отверстия, то:
- вал оказался бы ступенчатым, что привело бы к снижению его прочности, особенно при больших знакопеременных нагрузках из-за образования дополнительных концентраторов напряжений, особенно при малых радиусах галтелей;
- усложнилась бы обработка и увеличилась трудоемкость обработки вала, так как ступени получились бы высотой всего в несколько сотых или десятых долей миллиметра (такой вал труднее обработать, чем вал со ступенями в несколько миллиметров);
б) если гладкий высокоточный вал (размер вала точнее 6-го квалитета) изготавливают для неизвестного (обезличенного) потребителя (т.е. когда неизвестно, на какое изделие, под какую посадку пойдет вал). Например, в сопряжениях с наружными кольцами подшипников качения, с осями приборов. Если бы для таких сопряжений устанавливалась система отверстия, то:
- потребовалось бы такие валы изготовлять с разными полями допусков размеров посадочных поверхностей, что привело бы к огромному увеличению количества необходимых типоразмеров таких валов (а это значительно затруднило бы производство валов);
- потребовалось бы значительное увеличение количества и объемов складов (так как разные типоразмеры валов нужно было бы хранить раздельно – в разной таре, на разных полках);
в) если допуск заготовки позволяет изготовить вал без дополнительной обработки посадочных поверхностей. Например, когда вал можно изготовить из пруткового, листового, полосового, ленточного, трубного холоднокатаного проката, особенно из калиброванного проката (горячекатаный прокат непригоден из-за больших допусков).
Если бы для таких валов устанавливалась система отверстия, то часто пришлось бы дополнительно обрабатывать посадочные поверхности под разные посадки, что увеличило бы трудоемкость обработки таких валов.
Есть случаи, когда более целесообразны комбинированные по системе посадки.








