 2015-03-08
2015-03-08 972
972Погрешность базирования зависит от принятой схемы, базирования. Например, при сверлении отверстия по кондуктору (рис.13.2) при установке заготовки по схеме (рис. (3.2, а) погрешность ∆Е б Н 1 базирования для размера Н 1 равна ≈ 0,12 мм, а по схеме (рис.13.2,6) погрешность ∆Е б Н 2 базирования для размера Н 2 равна ≈ 0,02 мм (при допуске на наружный диаметр заготовки 0,1 мм), т.е. отличается в шесть раз.
Погрешность базирования равна нулю, если технологическая и измерительная базы совпадают (рис.13.2, в), т.е. ∆Е б Н 3 =0.
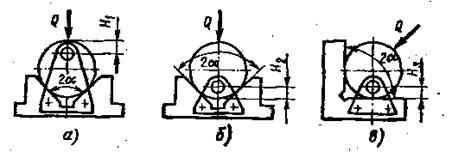
Рисунок.13.2 Схема к определению погрешности базирования.
Рассмотрим несколько вариантов действия на обрабатываемую деталь сил резания, зажима и их моментов.
Первый вариант (рис. III.1, а). Сила зажима W, приложенная к обрабатываемой детали 1 и сила резания Р одинаково направлены и прижимают деталь к опоре 2 приспособления. При этом требуется минимальная сила зажима Wmin.
Второй вариант (рис. III.1, б). Сила зажима W и сила резания Р действуют на обрабатываемую деталь 1 в противоположных направлениях; требуемая сила зажима
W=KP.
Третий вариант (рис. III.1, в). Сила зажима W и сила резания Р действуют на обрабатываемую деталь во взаимно перпендикулярном направлении. Силе резания Р противодействуют силы трения между нижней базовой плоскостью детали и опорными штырями приспособления и между верхней плоскостью детали и зажимными элементами.
Четвертый вариант (рис. III.1, г). Сила зажима W прижимает деталь к опорам, при этом одна сила резания P 1 имеет одно направление с силой зажима прижимает деталь к нижним опорам, а вторая сила резания Р2 действует в направлении, перпендикулярном силе зажима. Смещению детали в приспособлении препятствуют силы трения, возникающие на плоскостях контакта детали с установочными и зажимными элементами приспособления.
Пятый вариант (рис. III.1, д, е). Обрабатываемая деталь зажимается горизонтально действующей силой зажима Р1. Расстояние между силой зажима и силой реакции от бокового упора выбирают таким, чтобы обрабатываемая деталь надежно была прижата к установочным опорам приспособления. На деталь, зажатую в приспособлении, действуют сила зажима W, силы реакции R t и R от установочных и зажимных опор и силы трения F, F 1 и F2 между поверхностями детали, установочными и зажимными элементами приспособления.
Шестой вариант (рис. III.1, д, е). При обработке детали фрезой на нее действуют силы резания P 1 и Р2. Величину силы зажима с учетом сил резания найдем, приравнивая сумму моментов всех сил относительно точки 0 нулю:
Седьмой вариант (рис. II 1.1, ж). Обрабатываемую деталь выточкой устанавливают на центрирующий жесткий палец приспособления и левой плоскостью прижимают к трем опорным штырям несколькими прихватами. При обработке на деталь действуют сдвигающий момент М и осевая сила Р. Обрабатываемая деталь удерживается от смещения силами трения, возникающими между поверхностями установочных и зажимных элементов приспособления.
Восьмой вариант (рис. III.1, з). Обрабатываемая деталь наружной цилиндрической поверхностью установлена в призме с углом а=90° и зажата силой W. Повороту детали около ее оси противодействуют силы трения, возникающие на поверхностях контакта детали с установочными и зажимными элементами приспособления.
Девятый вариант (рис. II 1.2, а). Рассмотрим действие двух сил резания Рг и Рх на обрабатываемую деталь 1, зажатую в трехкулачковом патроне станка; сила резания Рг создает момент, который стремится повернуть обрабатываемую деталь вокруг ее оси, а сила Рх - переместить обрабатываемую деталь вдоль ее оси.
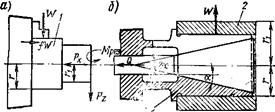
Рис. II 1.2 Различные варианты взаимодействия сил резаная и сил зажима на деталь, установленную в патроне (а) и на цанговой оправке (б)
Десятый вариант (рис. II 1.2, б). Рассмотрим действие силы резания Рх на обрабатываемую втулку 2, установленную и зажатую на цанговой оправке / (рис. III.2, б). Сила Рг при обработке втулки 2 создает момент резания Мря, которому противодействует момент от силы трения Мгр между" установочной поверхностью цанги и обрабатываемой деталью.
Таблица 2 - Шероховатость поверхности и квалитеты при различных способах обработки резанием
| квалитет | - | |||||||||||
| - | - | - | ||||||||||
| - | - | - | - | - | ||||||||
| - | - | - | - | - | - | |||||||
| - | - | - | - | - | - | - | ||||||
| - | - | - | - | - | - | - | ||||||
| - | - | - | - | - | ||||||||
| - | - | - | - | - | ||||||||
| - | - | - | - | |||||||||
| - | - | - | - | |||||||||
| - | - | - | - | |||||||||
| - | ||||||||||||
| - | ||||||||||||
| - | ||||||||||||
| Значение параметра шероховатости Rа, мкм | 0,012 | - | ||||||||||
| 0,025 | - | - | ||||||||||
| 0,05 | - | - | - | |||||||||
| 0,1 | - | - | - | |||||||||
| 0,2 | - | - | - | - | ||||||||
| 0,4 | - | - | - | - | - | - | - | - | ||||
| 0,8 | - | - | - | - | - | - | - | - | ||||
| 1,6 | - | - | - | - | - | - | - | - | ||||
| 3,2 | - | - | - | - | - | - | ||||||
| 6,3 | - | - | - | - | - | |||||||
| 12,5 | - | - | - | - | ||||||||
| - | - | - | - | |||||||||
| - | - | - | ||||||||||
| - | - | - | ||||||||||
| Вид обработки | точение | Сверление | зенкерование | развертывание | Строгание | Фрезерование | Протягивание | Шлифование | Хонингование | Полирование | Доводка (притирка) |
Примечание: - предельно-допустимые значения
Таблица 3 - Значение параметров шероховатости поверхностей взависимости от способа их обработки
| Виды обработки | Высота неровностей, мкм | |||||||||||||
| 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | 0,04 | 0,10 | 0,05 | ||||||
| Литье |  | | |  | | |||||||||
| Ковка | | | | | ||||||||||
| Прокат холодный |  | | | |||||||||||
| Протягивание чистовое | | | ||||||||||||
| Протягивание отделочное | | |||||||||||||
| Штамповка горячая | | | | | ||||||||||
| Штамповка холодная | | | | | ||||||||||
| Слесарная опиловка |  | | |  | | |||||||||
| Сверление чистовое | | | ||||||||||||
| Сверление отделочное | | |||||||||||||
| Строгание черновое | | | | |||||||||||
| Строгание чистовое | | |||||||||||||
| развертывание | | | ||||||||||||
| Развертывание чистовое | | | | |||||||||||
| Развертывание отделочное | |
| Виды Обработки | Высота неровностей, мкм | |||||||||||||
| 2,5 | 1,25 | 0,63 | 0,32 | 0,16 | 0,08 | 0,04 | 0,10 | 0,05 | ||||||
| Точение обдирочное | | | | | ||||||||||
| Точение чистовое | | | | | ||||||||||
| Точение тонкое | | |||||||||||||
| Растачивание обдирочное | | | | |||||||||||
| Растачивание чистовое | | | | |||||||||||
| Растачивание тонкое | | | ||||||||||||
| Фрезерование черновое | | |||||||||||||
| Фрезерование чистовое | | |||||||||||||
| Шлифование чистовое | ||||||||||||||
| Шлифование тонкое | | | | |||||||||||
| Полирование | | | | | | | ||||||||
| Хонингование | | | | | ||||||||||
| Обкатка | | | | | ||||||||||
| Виброобкатка | | | | | | | | |||||||
| Доводка | | | | | |
Таблица 4 - Отклонения размеров в микрометрах в зависимости от квалитета и номинального размера
| Номинальные размеры, мм | КВАЛИТЕТЫ | |||||||||||
| Предельные отклонения, мкм | ||||||||||||
| До 1 | - | |||||||||||
| От 1 до 3 | ||||||||||||
| Св.3 до 6 | ||||||||||||
| Св.6 до 10 | ||||||||||||
| Св.10 до 18 | ||||||||||||
| Св.18 до 30 | ||||||||||||
| Св.30 до 50 | ||||||||||||
| Св.50 до 80 | ||||||||||||
| Св.80 до 120 | ||||||||||||
| Св.120 до 180 | ||||||||||||
| Св.180 до 250 | ||||||||||||
Параметры шероховатости поверхности и соответствующие им классы шероховатости
| Класс шероховатости | Параметры шероховатости для документации, разработанной до 1975 г. (ГОСТ 2789-73) | Параметры шероховатости по ГОСТ 2789-73 (соответствует предпочтительному ряду) | |
| Rz | Ra | ||
| 12,5 | |||
| 6,3 | |||
| 3,2 | |||
| 2,5 | 1,6 | ||
| 1,25 | 0,8 | ||
| 0,63 | 0,4 | ||
| 0,32 | 0,2 | ||
| 0,16 | 0,1 | ||
| 0,08 | 0,05 | ||
| 0,04 | 0,025 | ||
| 0,1 | 0,012 | ||
| 0,05 | 0,012 |








