 2015-03-07
2015-03-07 407
4071. На первых операциях должны обрабатываться поверхности, которые служат базами на последующих операциях, где обеспечивается точность.
2. На операциях первого этапа обработки должен сниматься наибольший слой металла. Это позволяет обнаружить скрытые дефекты в заготовке – раковины, трещины, посторонние включения. На этих операциях большие глубины резания, большие силы резания, температурные деформации – поэтому эти операции нужно отделить по времени от операций, где обеспечивается точность и качество поверхности.
3. В начале технологического процесса (т.п.) желательно обработать поверхности от которых задано наибольшее число размеров (поверхность А рис.3).
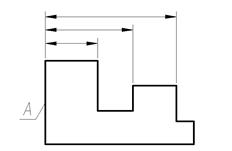
Рис. 3. Простановка размеров от поверхности А
4. Операции, на которых возможен брак из-за сложностей механической обработки, следует выполнять ближе к началу т.п. Например, при сверлении глубоких отверстий – возможна поломка сверла.
5. С каждой последующей операцией должен уменьшаться снимаемый припуск, наклеп, остаточные напряжения, температура резания, силы резания.
6. Маршрут обработки условно разделяют на этапы: предварительная обработка, окончательная, отделочная. Это необходимо для разделения по времени операций с целью снятия остаточных напряжений. Кроме этого, предварительная обработка может осуществляться на изношенном оборудовании или неточном. Часто предварительную обработку выполняют на отдельном участке, где много стружки, пыли и не требуются условия для обеспечения высокой точности обработки.
7. При изготовлении ответственных и точных деталей, когда остаточные напряжения, возникшие при получении заготовки или при предварительной обработке, могут снизить требуемую точность детали, в технологический маршрут вводят термическую операцию для снятия остаточных напряжений.
8. Операции, на которых получают наиболее точные и с минимальной шероховатостью поверхности, выполняют последними, чтобы уменьшить влияние остаточных напряжений и температурных деформаций, возникающих при более грубой обработке. Кроме того, необходимо свести к минимуму вероятность повреждения точных поверхностей при межоперационной транспортировке и хранении.
9. Обработку фасок, кольцевых канавок, сверление малых отверстий выполняют на операциях, относящихся к этапу окончательной обработки.
10. В маршрут обработки необходимо включать слесарные операции для зачистки заусенцев на заготовке, полученных после фрезерования, протягивания, сверления сквозных отверстий, т.к. эти заусенцы могут мешать базированию заготовок или травмировать рабочего.
11. В маршрут включают контрольные операции:
· для промежуточного контроля в случае передачи заготовок в другой цех или на другой участок. Например, перед термической операцией, которая выполняется в термическом цехе;
· для окончательного контроля, когда деталь полностью обработана и отправляется на сборку, на склад или консервацию;
· для промежуточного контроля перед дорогостоящими операциями (трудоемкие операции, высокая квалификация рабочего);
· для промежуточного контроля после операций, где возможен брак по точности или из-за сложности обработки.
12. В конце маршрута, перед контрольной операцией окончательного контроля должна быть моечная операция, на которой производится мойка и сушка деталей.








