 2015-03-20
2015-03-20 1263
1263Влияние приспособления на погрешность статической настройки ТС (ωс.н.) рассмотрим на примере (Рисунок 2.8 – фрезерование уступа).На детали установленной в приспособлении необходимо профрезеровать уступ и выдержать относительный поворот Ɣо обрабатываемой поверхности относительно ТБ (правой плоскости). Погрешность относительного поворота Ɣо и есть погрешность статической настройки, т.к. эта погрешность относительного поворота инструмента (фрезы) относительно ТБ.
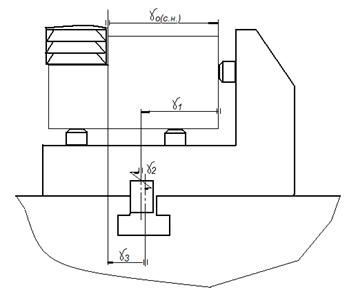
Рисунок 2.8 – фрезерование уступа
Строим размерную цепь для обеспечения точности Ɣо. Составляющими звеньями РЦ являются:
Ɣ1 – параллельность поверхности установочных элементов относительно оси двух пазовых шпонок;
Ɣ2 – параллельность оси двух пазовых шпонок относительно паза стола станка;
Ɣ3 – параллельность перемещения оси паза стола станка относительно режущих кромок фрезы.
По теории размерных цепей
ωƔс.н. = ωƔ1+ωƔ2+ωƔ3 (2.14)
погрешности ωƔ1 и ωƔ2 зависят от точности конструкции приспособления и его установки на столе станка, а ωƔ3 зависит от точности станка и инструмента.
Таким образом, приспособление оказывает влияние на погрешность статической настройки (ωс.н.):
- погрешностями изготовления приспособления по размерам и относительным поворотам координирующими установочные элементы относительно основных баз приспособления (ωƔ1);
- погрешностями ориентации приспособления относительно станка, зависящие от точности изготовления основных баз приспособления (ωƔ2).

