 2015-04-20
2015-04-20 1072
1072ЛЕКЦИЯ 10
План
Влияние погрешностей режущего инструмента и приспособлений на точность обработки.
Жесткость технологической системы.
Определение жесткости заготовки.
Влияние погрешностей режущего инструмента
и приспособлений на точность обработки
Точность обработки непосредственно связана с точностью изготовления режущего инструмента в двух случаях:
1. При использовании мерного инструмента (сверл, зенкеров, разверток и т.п.).
2. При использовании профильного инструмента (фасонных резцов, фрез и т.п.).
Дополнительное увеличение (разбивка) диаметра отверстия может вызываться биением режущей части инструмента относительно основной конструкторской базы (рис. 10.1,а), смещением переклички сверла
(рис. 10.1,б); неодинаковостью углов в плане у режущих кромок (рис. 10.1,в).
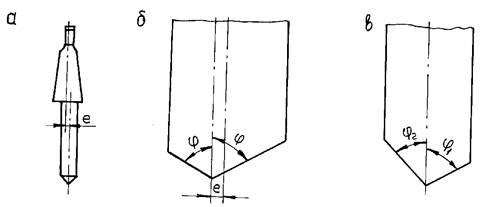
Рис. 10.1. Погрешности изготовления мерного инструмента
Погрешности профиля фасонных резцов и фрез также непосредственно сказываются на точности обрабатываемой поверхности (pис. 10. 2).
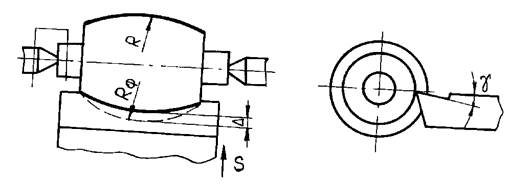
Рис. 10.2. Влияние погрешностей изготовления фасонного инструмента
на точность обработки
В ряде случаев установить связь между погрешностями изготовления инструмента и погрешностями детали, ими вызываемыми, удается установить лишь расчетным путем. Такие задачи обычно решаются конструкторами–инструментальщиками.
Так, например, ошибка, допущенная при заточке фасонного резца по передней грани  , приводит к искажению профиля изделия.
, приводит к искажению профиля изделия.
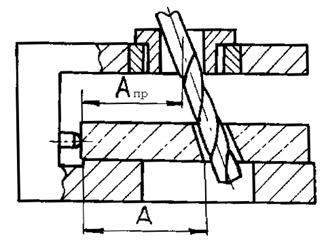
Рис. 10.3. К влиянию погрешностей изготовления приспособлений
на точность обработки
В ряде случаев точность обработки снижается из–за погрешностей изготовления приспособлений, наличия зазоров между деталями приспособлений. Например, при сверлении отверстия в кондукторе точность размера А (рис. 10.3) зависит от точности размера  приспособления, зазора между постоянной и сменной кондукторными втулками, соосности наружных и внутренних поверхностей втулок, а также зазора между сверлом и сменной кондукторной втулкой.
приспособления, зазора между постоянной и сменной кондукторными втулками, соосности наружных и внутренних поверхностей втулок, а также зазора между сверлом и сменной кондукторной втулкой.

