 2015-03-20
2015-03-20 1426
1426Сварка - это процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местком или общем нагреве или нагреве и деформации.
| Вольтамперная характеристика сварочной дуги имеет вид, изображенный на рис. Здесь же изображены вольтамперные характеристики источников питания дуговой сварки, для вольтамперной характеристики дуги 1 характерны падающий I, прямолинейный II и возрастающий III участки. Вольтамперные характеристики источников питания сварочных дуг в диапазоне падающего и прямолинейного участков ВАХ дуги полого падающие 2 или крутопадающие 3. При работе в диапазоне токов дуги, соответствующих возрастающему участку ВАХ дуги, могут применяться источники питания с жесткой характеристикой 4. На 1 и 2 участках ВАХ дуги могут также применяться источники питания с жесткой характеристикой, но к этом случае для устойчивого горения дуги используются балластные сопротивления, включаемые последовательно с дугой. |  |
Сварочные трансформаторы, подключаемыек сети напряжением 220 и 380 В, являются источниками питания при дуговой сварке на переменном токе. Для того чтобы иметь непрерывное горение сварочной дуги, трансформаторы выполняются с повышенной индуктивностью. Повышенная индуктивность достигается за счет увеличения потоков рассеяния
| при выполнении магнитопровода с зазором. Сварочные трансформаторы обладают крутопадающей внешней характеристикой. На рис. приведена принципиальная схема сварочного трансформатора. Он состоит из магнитопровода с зазором б, первичной I, вторичной II обмоток и обмотки реактивной катушки IIк. Крутопадающая внешняя характеристика достигается за счет встречного включения вторичной обмотки и обмотки реактивной катушки. | 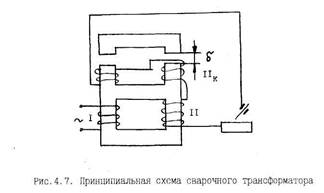 |
При ручной сварке регулирование сварочного тока осуществляется изменением величины зазора.
При автоматической сварке на переменном токе с непрерывной подачей электродной проволоки поддержание тока дуги осуществляется двумя способами. Они ее основаны на том, что при токах свыше 400 - 500 А ВАХ дуги носит линейный характер.
Первый способ - по изменению напряжения на дуге - основан на том, что всякое изменение тока дуги влечет за собой изменение напряжения на дуге, что используется для изменения скорости подачи проволоки.
По второму способу поддерживается постоянство сварочного тока или постоянство скорости плавления электродной проволоки. Например, если скорость плавления проволоки, а следовательно, величина тока несколько уменьшилась при неизменной скорости подачи проволоки, то конец проволоки начнет приближаться к изделию, и длина дуги будет уменьшаться. Уменьшение длины дуги снижает электрическое сопротивление сварочной цепи, что вызывает увеличение тока. Следовательно, происходит саморегулирование дуги.

