 2015-04-12
2015-04-12 422
422Выборочную вариацию Cp ^ в (3) можно легко изучить, поскольку известно, как применить хи-квадрат распределение выборочной дисперсии (s2). Бурр (1976, pp. 336-341) выводит кривую оперативной характеристики (ОХ) для проверки стандартного отклонения, используя тот факт, что (N-l)s2/s 2 имеет хи-квадрат распределение с (N-1) степенями свободы. По аналогии можно рассчитать кривую ОХ для проверки воспроизводимости процесса. Прежде всего следует отметить, что проверка гипотезы (s 0>0)

эквивалентна проверке воспроизводимости процесса (c 0>0)
 (4)
(4)
При использовании критической области Cp^>с функция мощности критерия (4) получается непосредственно из хи-квадрат распределения выборочной дисперсии как:
 (5)
(5)
где  - случайная величина с распределением хи-квадрат и с (N- 1) степенями свободы. Удобно брать функцию мощности для Cp, а не соответствующую функцию мощности для s, так как тогда не надо вводить поправку на различия в допусках процесса и “нормализованную” воспроизводимость процесса можно изучать непосредственно.
- случайная величина с распределением хи-квадрат и с (N- 1) степенями свободы. Удобно брать функцию мощности для Cp, а не соответствующую функцию мощности для s, так как тогда не надо вводить поправку на различия в допусках процесса и “нормализованную” воспроизводимость процесса можно изучать непосредственно.
Пользуясь формулой (5), можно вычислить кривую ОХ (Cp)=1-p (Cp) и использовать ее для сравнения вариантов проверки. Кривая ОХ позволяет понять порочность практики, когда пренебрегают оценкой вариации выборки s ^ при оценивании воспроизводимости процесса. Пусть мы хотим выяснить, воспроизводим ли процесс на уровне Co =1,33 (то есть H0: Cp? 1,33) при N =30 изделиям, а предел браковки (критическое значение) c= 1,33. Кривая ОХ (а) на рис. 4 показывает, что ОХ (1,33)=0,40, а это значит, что вероятность ложного суждения о процессе как о невоспроизводимом (принятие гипотезы H 0) равна 40%. Истинная воспроизводимость процесса должна быть Cp =1,6 чтобы оставалось всего 5% шансов для причисления процесса к невоспроизводимым при критическом значении С =1,33.
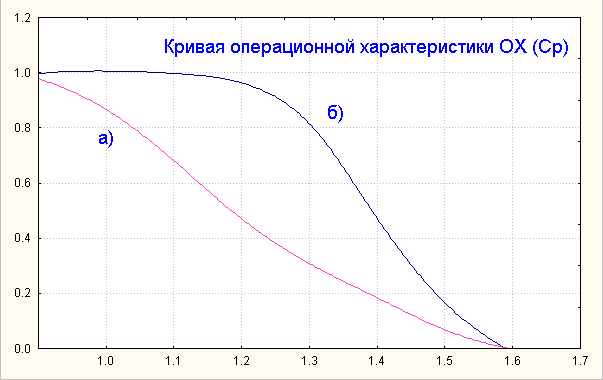
Рис.4. Кривая оперативной характеристики для плана выборки, который отбрасывает гипотезу о воспроизводимости процесса, если Ср<c, где а) N=30, c=1.33 и б) N=70, c=1.46
Отбор разумного критического значения при проверке воспроизводимости требует назначения для значений Сp приемлемого уровня качества (AQL, ПУК) и неприемлемого уровня качества (RQL, НУК) (см. Бурр [1976, pp. 336-341]). Приемлемый уровень качества - это достаточно высокая воспроизводимость процесса, так что мы будем принимать процесс с воспроизводимостью выше, чем ПУК. НУК - это достаточно низкая воспроизводимость, так что мы отбросим процессы с воспроизводимостью ниже, чем НУК. Итак,
ПУК= Cp (высокая)> Cp (низкая)=НУК.
Исходя из формулы (5) a и b риски будут:

Решая относительно Cp (высокая)/ Cp (низкая) и с получим:
где  - Хи (100-ый процентиль хи-квадрат распределения с (N -1) степенями свободы. В табл. 1 сведены значения для Cp (высокая)/ Cp (низкая) и c/Cp (низкая) при разных объемах выборки и a =b равных 0,10 и 0,05. Критическое значение c и объем выборки N можно определить для любых конкретных значений Cp (высокой) и Cp (низкой). Например, если a =b =0,05, Cp (высокая)=1,6 и Cp (низкая)=1,2, то Cp (высокая)/ Cp (низкая)=1,33, и из табл. 1: N =70 и c =(1,14) Cp (низкая)=1,37. Таким образом, беря критическое значение 1,37 и объем выборки 70, получаем вероятность 5% того, что процесс с Cp выше 1,6 будет признан невоспроизводимым (принята H 0), и что процесс с Cp ниже 1,2 будет признан воспроизводимым (отброшена H 0).
- Хи (100-ый процентиль хи-квадрат распределения с (N -1) степенями свободы. В табл. 1 сведены значения для Cp (высокая)/ Cp (низкая) и c/Cp (низкая) при разных объемах выборки и a =b равных 0,10 и 0,05. Критическое значение c и объем выборки N можно определить для любых конкретных значений Cp (высокой) и Cp (низкой). Например, если a =b =0,05, Cp (высокая)=1,6 и Cp (низкая)=1,2, то Cp (высокая)/ Cp (низкая)=1,33, и из табл. 1: N =70 и c =(1,14) Cp (низкая)=1,37. Таким образом, беря критическое значение 1,37 и объем выборки 70, получаем вероятность 5% того, что процесс с Cp выше 1,6 будет признан невоспроизводимым (принята H 0), и что процесс с Cp ниже 1,2 будет признан воспроизводимым (отброшена H 0).
Чтобы гарантировать, что любой процесс с Cp ниже 1,33 (где ВГД-НГД=8s) имеет высокую вероятность быть признанным невоспроизводимым (а = 0,1), а процесс с Ср выше 1,66 (где ВГД-НГД=10s) имеет высокую вероятность быть признанным воспроизводимым (?=0,1), надо иметь Cp (высокая)/ Cp (низкая)=1,25, и из табл. 1: N =70 и c / Cp (низкая)=1,10, что дает c =1,46. Кривая ОХ для такого рода плана выборки - кривая (б) на рис. 4.
Этот пример показывает, что практика использования N =30, имевшая место в прошлом в автомобильной промышленности для сертификации станков, в целом неадекватна. А практика использования минимального значения c =1,33, принятая в настоящее время, может характеризовать невыборочные проблемы, которые делают сертификационные испытания отличными от производства, но минимальное значение 1,33 не может адекватно учесть выборочную изменчивость. Возможно потребуются большее N и большее минимальное значение Cp. Шарбонно и Бебстер (1978, р. 112) предлагают для нового оборудования показатель воспроизводимости 1,5, не устанавливая, однако, объема выборки.








