 2015-04-12
2015-04-12 1105
1105Индекс Cp. Производственные процессы проходят определенные этапы разработки прежде, чем начнется само производство. Эти этапы “подтверждают” проверки на станках поставщика, пусконаладочные испытания станков и производственного оборудования и предпусковые испытания всех режимов для выяснения того, способно ли оборудование производить в ходе производства изделия, удовлетворяющие требованиям. технических условий. Типичный подход - выяснение того, попадает ли естественный допуск процесса (6s) внутрь границ допуска. Альтернативная формулировка, применяемая в Японии (Сулливан, 1984) - оценить индекс воспроизводимости Cp Эти величины - просто разные способы соотношения допустимого разброса процесса (допуск на изделие) и фактического разброса процесса (естественный допуск), как показано на рис. 1, где ВГД- верхняя граница допуска, НГД -нижняя граница допуска, a NT - естественный допуск. Показатель потенциала процесса равен:
 (1)
(1)
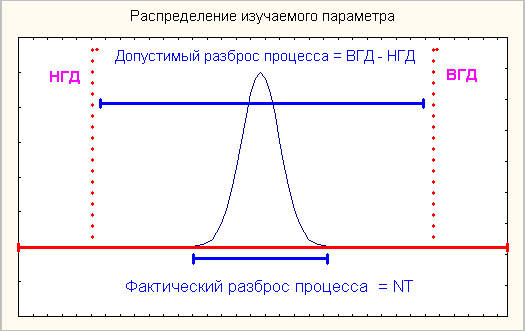
Рис. 1. Соотношение параметров Ср.
Величина Cp =1,0 указывает, что процесс признается “воспроизводимым”, как показано на рис. 2. Вообще надо оценивать стандартное отклонение процесса в формуле (1) для получения оценки воспроизводимости процесса Cp^. Из-за выборочной вариации и ограничений измерительного оборудования, обсуждаемых ниже, Cp^ =1,0 обычно не используется как минимальное приемлемое значение.
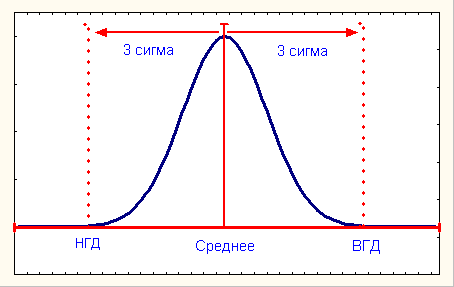
Рис.2. Распределение отдельных деталей для воспроизводимого процесса (Ср=1)
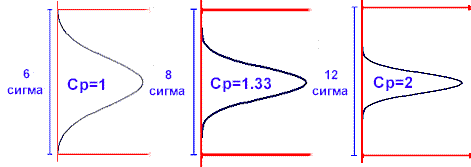
Рис.3. Индексы Ср для различных диапазонов распределения процесса
| Процент допуска | |||
| Брак | 0.27% | 84 части на миллион | >0.1 части на миллион |
Таблица 1
Воспроизводимый процесс, в основе которого лежит стабильное нормальное распределение, теоретически дает в результате 0,27% изделий с параметрами, выходящими за пределы допусков. Значение 1,0 было выбрано для демонстрации связи Cp со стандартным шестисигмовым отклонением, используемым в контрольных картах. Если процесс точно воспроизводим, то:
 (2)
(2)
где ВГУ - верхняя граница управления;
НГУ-нижняя граница управления;
n - объем выборки для подгруппы на контрольной карте.
Соотношение в формуле (2) указывает, что границы допуска, скорректированные на объем выборки, равны контрольным границам для процесса с Cp=1,0.
Первоначально Cp использовалось для проведения сравнений разного рода. На рис. 3 показано, как различные значения Cp относятся к разбросу процесса с учетом ширины допуска. Минимальное значение Cp=1,33 обычно применяется к текущему процессу (см. Джуран, Грыня и Бингхем (1979 р. 9-22). Оно отражает очень низкую долю брака (0,007%) и таким образом служит ориентиром для эффективной стратегии предотвращения, производства бракованных изделий. Значение Cp=1,33 часто используется для оценки качества оборудования, так как долговременный статистический контроль обычно нельзя организовать во время сертификационных испытаний. Применение показателя 1,33 дает некоторую гарантию, что по крайней мере сохранится Cp=1,0, если в процессе производства возникнут, как подсказывает опыт, дополнительные источники вариации. Следует заметить, что по-видимому более естественно применять традиционный показатель:
Мотивация к применению Cp вместо % от допуска (или “отношение воспроизводимости” из работы Шарбонно и Вебстера, 1978) связана с естественным соотношением между потенциалом процесса, количественно выраженным Cp, и работоспособностью процесса, количественно выраженной показателем Cpk, который описывается в следующих разделах. Существуют еще естественные обобщения показателя Cp на односторонние допуски и многомерные номиналы.
При изучении потенциала станка часто не учитывается, управляем ли станок в статистическом смысле. Это явно нецелесообразно, так как многие простые проблемы нельзя обнаружить, если не применяются стандартные контрольные карты, даже при производстве мелких партий деталей (то есть при N между 30 и 100). Слежение за ходом производства по контрольным картам - естественное средство выяснения проблем. Однако невозможно определить, управляем ли станок статистически в течение длительного промежутка времени, если работать с краткосрочным планом выборки. Возникает вопрос: имеет ли исследование краткосрочной воспроизводимости какое-либо значение для предсказания долговременной работоспособности производства? Если предположить, что нестабильный процесс будет иметь большее стандартное отклонение, чем такой же стабильный, тог исследование потенциала краткосрочного процесса даст возможность определить круг проблем. Как правило, о процессе судят по оцененной воспроизводимости:
 (3)
(3)
где s - стандартное отклонение выборки, вычисленное для объема N.
К сожалению, кратковременному исследованию свойственны другие проблемы, такие, как тщательно подготовленные заготовки, новые инструменты, высококвалифицированные операторы и тому подобное, что может сделать сертификационный процесс отличным от типичных производственных операций. В общем, особые условия краткосрочного сертификационного исследования сокращают изменчивость относительно обычного производственного процесса. Таким образом, эти исследования в основном служат для выполнения более широкого круга проблем. Показатель Cp, рассчитанный на основе краткосрочного исследования, главным образом выявляет нижнюю границу изменчивости (потенциал процесса), которую можно ожидать на начальной стадии производства. Однако нет ничего невозможного в том, чтобы улучшить начальный Cp в результате дальнейшего совершенствования производства.

