 2015-04-12
2015-04-12 580
580После выбора инструмента, задания подачи и частоты вращения шпинделя переходят к заданию станочных циклов. Команды вызова станочных циклов (однопроходных или многопроходных) служат для задания операций: обтачивания, торцевания, растачивания и пр.
Возможность задания станочных циклов упрощает составление программы особенно при программировании многопроходной обработки. Если деталь состоит из разных участков (конический, цилиндрический, сферический ипр.), то в кодах ISO каждый кадр содержит информацию о перемещении инструмента только на одном участке, а если обработка этих участков осуществляется не за один, а за два, три и более проходов, то составление такой программы займет много времени. В системе ТИГРАС задание такой обработки составит две строчки (черновая ичистовая обработки). Некоторые команды станочных циклов представлены в таблице 4.
Таблица 4.
| Команда | Содержание станочного цикла |
| FAC | Однопроходное торцевание |
| RFA | Многопроходное торцевание |
| RBO | Черновое продольное растачивание |
| RTU | Многопроходное продольное точение |
| TUR | Однопроходное продольное точение |
| FCY | Чистовая обработка (чистовой проход) |
| RTK | Черновое продольное точение |
| RMK | Точение с обработкой теневых зон |
Кроме выше перечисленных циклов ТИГРАС содержит сверлильные циклы, циклы для нарезания резьбы идр., которые в данном пособии не приводятся.
Рассмотрим подробно некоторые стандартные циклы.
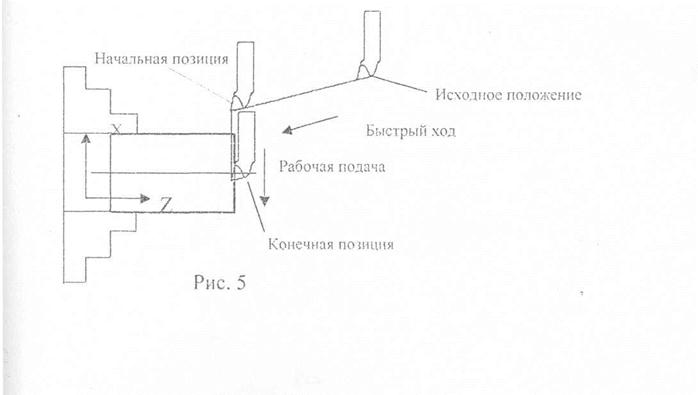
6.6.8. Однопроходное торцевание - FAC.
Задание однопроходной торцовки (команда FAC) используется для торцевания прямого или наклонного торца детали.
Формат команды для торцевания прямого торца: FAC Z X,
где Z и X координаты конечной позиции (относительно «О» детали) в мм., в которую должен переместится инструмент после окончания торцевания. Начальная позиция инструмента (перед торцеванием) определяется командой RAP Z X. Согласно рис.5 инструмент на быстрой подаче подойдет вначальную позицию и выполнит торцевание до конечной позиции.
6.6.9. Однопроходное продольное точение - TUR.
Команда TUR аналогична по формату команде FAC. Эта команда используется для цилиндрической или конической обточки наружных или внутренних поверхностей.
Формат команды для цилиндрической обточки:
TUR Z X
Z - координата конечной позиции, X - диаметр после прохода
В начальную позицию инструмент перемещается по команде RAP.
Формат команды для конического обтачивания:
TUR 2нач.позиции Хнач.диаметр 2кон.позиции Хко н.диам.
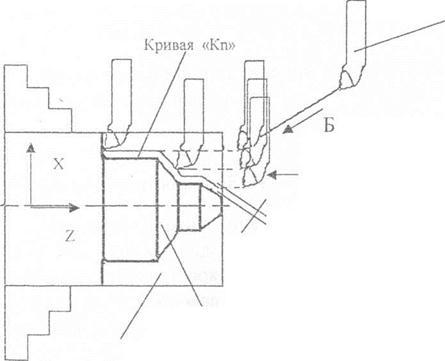
6.6.10. Многопроходное продольное точение - RTU.
Команда RTU используется только для обработки наружных поверхностей - чернового точения кривой (контура детали) продольными проходами (рис.6).
|
| Исходное положение |
| ыстрыи ход |
| Проходы на рабочей подаче |
| Припускна чистовую обработку |
| Деталь |
| Заготовка |
Рис.6
Формат команды:
RTU Kn Рглуб.рез Zotckok Xotckok Zчист.припуск Х чист.припуск
Кn - номер кривой;
Zotckok Xotckok - отскок инструмента по осям Z, X
соответственно;
Zчист.припуск Х чист.припуск - припуск на последующую
чистовую обработку по осям Z, X соответственно;
Отскоком называется отход инструмента после каждого прохода одновременно по осям: X и Z от заготовки, после чего инструмент на быстрой подаче перемещается для осуществления нового прохода (рис.7). Рекомендуемая величина отскока 1-2мм по осям: Z.X.
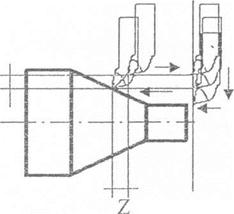 X отскок
X отскок
отскок
Рис.7
Число проходов при задании глубины резания определяется системой автоматически.








