 2015-04-12
2015-04-12 5535
5535Сборку фланцевых соединений следует производить в следующем порядке:
а проверить фланцы, включая параллельность уплотнительных поверхностей, прокладку и крепежные детали на соответствие требованиям технической документации. Во фланцевых соединениях типа «выступ-впадина», «впадина-плоскость», «шип-паз», «паз-плоскость», «замок» измерить высоту выступа/шипа и глубину впадины/паза и убедится, что выступ/шип по высоте больше впадины/паза;
б очистить уплотнительные поверхности от загрязнений, обезжирить и осушить;
в нанести смазку на резьбовую часть болтов (шпилек) и гаек;
г подготовить и установить прокладку, установить крепеж во фланцевое соединение;
д завинтить гайки до достижения их контакта с фланцем и контакта уплотнительных поверхностей фланцев с прокладкой без затяжки крепежа;
е произвести равномерную в крестообразной последовательности и в 3-4 прохода затяжку крепежа, контролируя после каждого прохода зазор между фланцами.
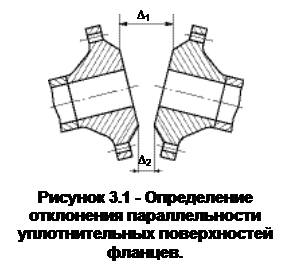 Во фланцевых соединениях патрубков сосудов и аппаратов, соединительных частей машин, арматуры и трубопроводов отклонение параллельности уплотнительных поверхностей должно определяться при стянутых до контакта с пластиной щупа в месте минимального зазора фланцах как разность между значениями D1 и D2 (рис.3.1).
Во фланцевых соединениях патрубков сосудов и аппаратов, соединительных частей машин, арматуры и трубопроводов отклонение параллельности уплотнительных поверхностей должно определяться при стянутых до контакта с пластиной щупа в месте минимального зазора фланцах как разность между значениями D1 и D2 (рис.3.1).
Отклонение параллельности уплотнительных поверхностей фланцев не должно выходить за пределы, указанные в ТУ на ремонт или в конструкторской (проектной) документации на оборудование. В отсутствии таких указаний отклонение параллельности уплотнительных поверхностей не должно быть более ¼ толщины прокладки, указанной в конструкторской документации, но не более 0,4 мм для фланцев диаметром до 1000 мм и 0,8 мм для фланцев диаметром свыше 1000 мм.
Применение при непараллельных уплотнительных поверхностях клиновых прокладок или неравномерная затяжка крепежа фланцевого соединения для исправления непараллельности не допускаются.
Перед сборкой фланцевых соединений уплотнительные поверхности фланцев должны быть очищены от загрязнений, обезжирены уайт-спиритом или ацетоном и осушены.
На резьбовую поверхность болтов (шпилек) и гаек перед сборкой фланцевых соединений должна быть нанесена смазка, указанная в конструкторской и (или) проектной документации на оборудование, трубопроводы. В отсутствии таких указаний для смазки резьбы крепежа фланцевых соединений следует применять смесь графита ГС‑4 с глицерином в соотношении 25-33% графита и 75-67% глицерина.
Паронитовые, резиновые и металлические прокладки перед установкой во фланцевые соединения систем, рабочей средой в которых являются вода и пар, следует натереть с обеих сторон разведенным в воде серебристым чешуйчатым графитом.
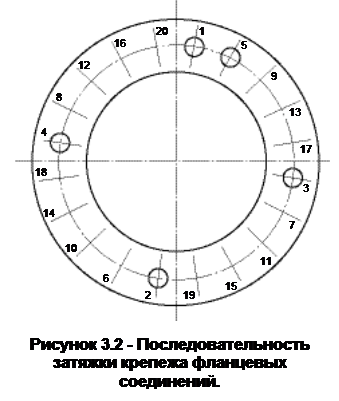 Затяжка крепежа фланцевых соединений должна производиться в крестообразной последовательности, указанной цифрами на рис.3.2. Затяжка должна быть равномерной и выполняться в 3-4 прохода.
Затяжка крепежа фланцевых соединений должна производиться в крестообразной последовательности, указанной цифрами на рис.3.2. Затяжка должна быть равномерной и выполняться в 3-4 прохода.
При разборке фланцевых соединений крепеж следует освобождать в последовательности, обратной последовательности затяжки.
Для затяжки крепежа при сборке фланцевых соединений должны применяться гаечные ключи с нормальной длиной рукоятки по ГОСТ 2838, ГОСТ 2839, специальные ключи по ГОСТ 18828, а также динамометрические ключи. Применение различных рычагов с целью удлинения плеча при затяжке крепежа ключами не допускается.
Затяжка крепежа должна контролироваться по крутящему моменту и осуществляться до достижения его значения, указанного в конструкторской документации. В отсутствие в конструкторской документации указаний о контроле затяжки крепежа по крутящему моменту, его значение, необходимое для обеспечения герметичности соединения на всех режимах работы оборудования, включая гидроиспытания, должно быть определено расчетом с учетом характеристик материала прокладки и требующегося удельного давления на неё.
Контроль затяжки крепежа фланцевых соединений может осуществляться также по уменьшению толщины прокладки и ее необходимому значению при наличии соответствующих указаний в технической документации на прокладки.
При применении прокладок из листового графита через 6-8 часов после сборки фланцевого соединения следует повторить затяжку его крепежа до достижения требуемого крутящего момента.
При сборке фланцевых соединений с прокладками ПГФ и ПАГФ с осевым ограничителем сжатия затяжка крепежа должна осуществляться до жесткого контакта уплотнительных поверхностей фланцев с ограничителем (рис.3.3).
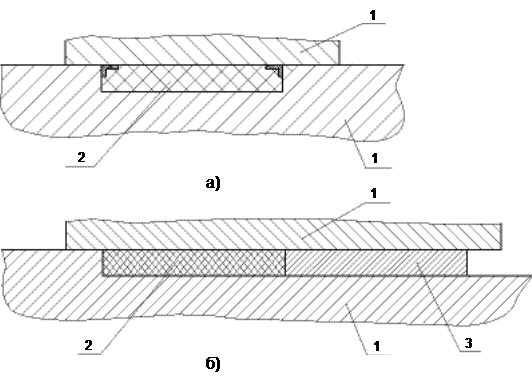 Рисунок 3.3 - Фланцевое соединение с прокладками ПГФ с обтюратором (а) и без обтюратора (б).
Рисунок 3.3 - Фланцевое соединение с прокладками ПГФ с обтюратором (а) и без обтюратора (б).

