 2015-04-01
2015-04-01 842
842Для успешного выполнения паяных соединений должны соблюдаться следующие требования.
1. Температура ликвидуса припоя должна быть ниже температуры солидуса соединяемого металла. В идеале разница между этими температурами должна составлять минимум 50°С, чтобы с уверенностью избежать начала оплавления кромок.
Ликвидус – температура, выше которой сплав находится полностью в жидком состоянии.
Солидус – температура, ниже которой сплав полностью твердеет.
2. Несмотря на то, что во время пайки не происходит плавления металла спаиваемых поверхностей, через границу раздела жидкой и твердой фаз происходит диффузия атомов, обеспечивающая прочное сцепление. Поэтому припой должен быть химически и металлургически совместим с паяемым металлом. В противном случае на границе раздела возможно образование хрупких интерметаллических соединений, ведущее в конечном итоге к разрушению шва.
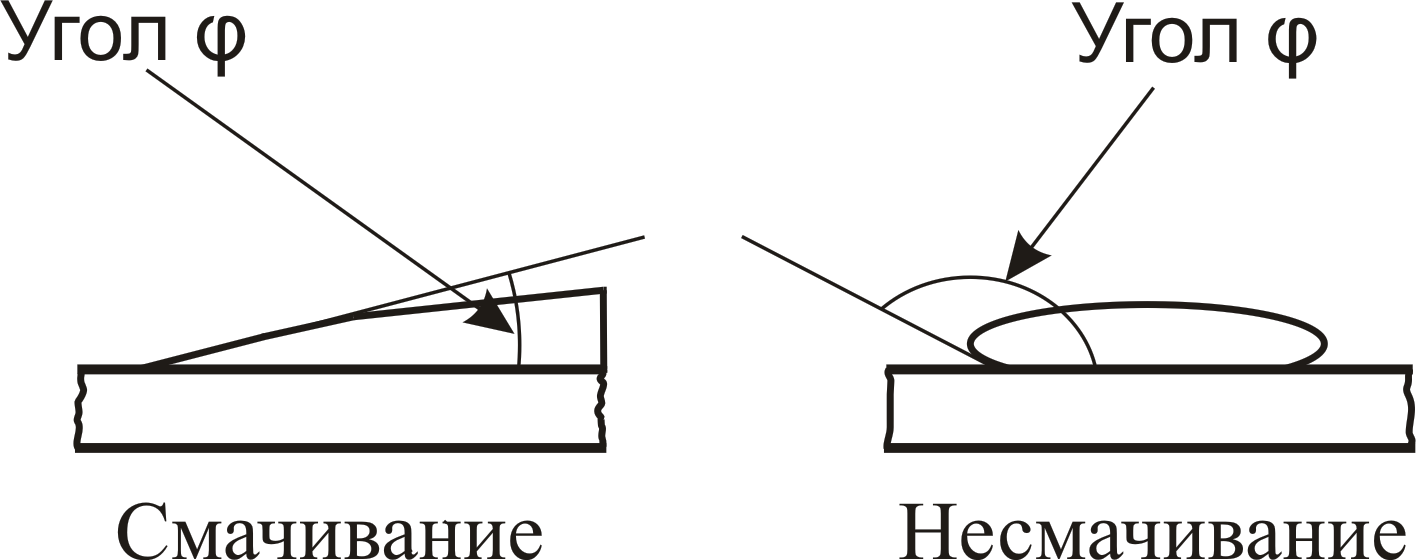
3. Для того чтобы расплавленный припой затекал в зазор (так называемый стыковой зазор) между соединяемыми деталями, он должен полностью «смачивать» эти поверхности.
Согласно классической теории смачивания жидкость растекается по поверхности с образованием краевого угла смачивания φ. При значениях краевого угла φ = 180° смачивание отсутствует, жидкость собирается в отдельные шарики. При значениях краевого угла 90° < φ < 180° имеет место неполное смачивание. При значениях краевого угла φ < 90° смачивание происходит, и жидкость растекается по поверхности. Причем, чем меньше угол φ, тем больше площадь растекания (рис. 1.1).
Для достижения условий, благоприятствующих смачиванию, важно, чтобы поверхности стыка были очищены от жира, грязи и оксидных пленок. Для этого в процессе пайки используют флюс или защитную атмосферу.
а б
Рис. 1.1. Степень смачивания поверхности в зависимости
от величины краевого угла: а – смачивание; б – несмачивание
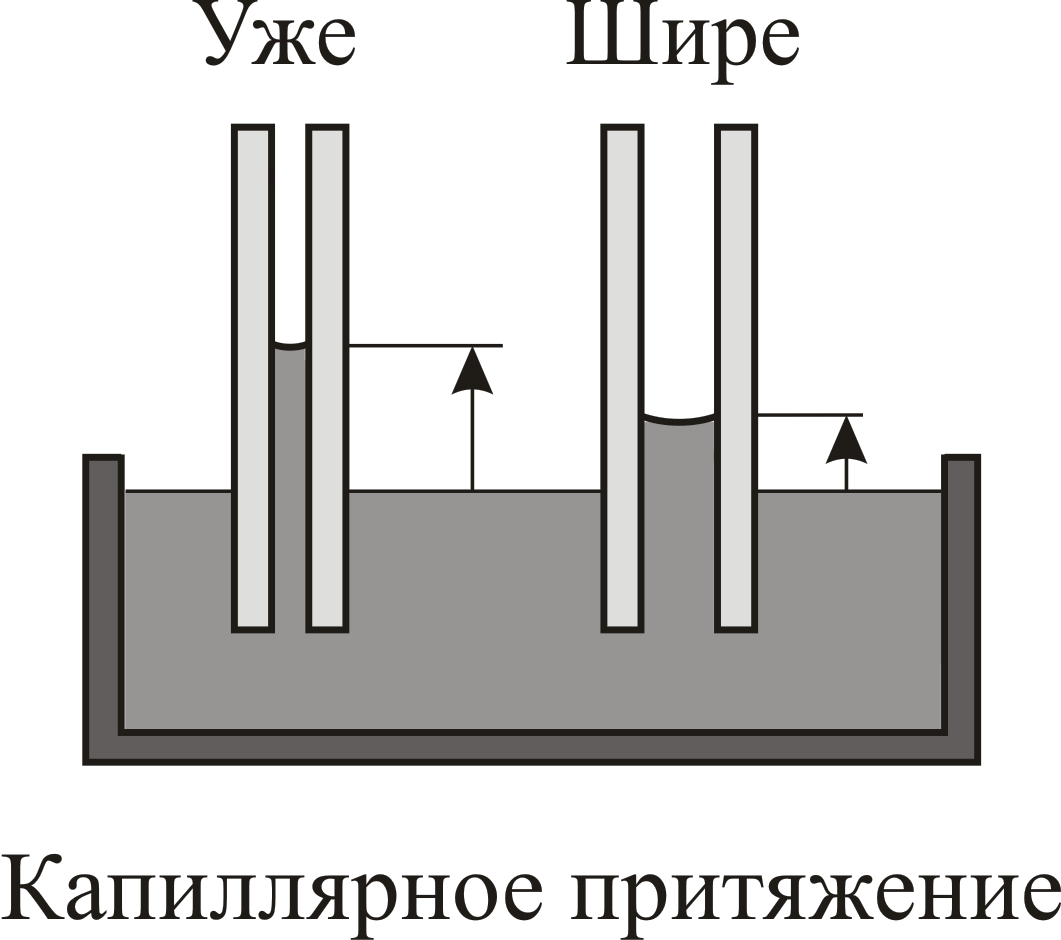
4. Величина стыкового зазора является важным фактором при планировании паяных соединений. Расплавленный припой втягивается в зазор под действием капиллярных сил, называемых иногда капиллярным притяжением. Величина капиллярной силы зависит от поверхностного натяжения припоя, его плотности, краевого угла φ и величины стыкового зазора. Для получения качественного паяного шва на ювелирном изделии рекомендуется величину зазора устанавливать в пределах 0,01–0,1 мм.
Для демонстрации этого явления можно погрузить кончики стеклянных трубок с небольшим внутренним диаметром в сосуд с жидкостью. При этом жидкость внутри трубок поднимется выше уровня жидкости в сосуде. Чем меньше диаметр трубки, тем выше внутри нее поднимется жидкость. Диаметр трубки здесь играет роль зазора, т.е. расстояния между соединяемыми поверхностями (рис. 1.2).
а б
Рис. 1.2. Капиллярное притяжение:
а – меньший диаметр; б – больший диаметр
5. Скорость, с которой расплавленный припой втягивается в зазор, зависит от его вязкости. Вязкость, поверхностное натяжение и краевой угол уменьшаются при росте температуры выше температуры ликвидуса припоя. При этом припой легче течет и легче заполняет зазор. Типичное время заполнения зазора припоем составляет порядка 0,1 с.
6. Неровности на поверхности благоприятно влияют на течение и растекание расплавленного припоя. Это происходит в результате уменьшения эффективного краевого угла φ. Кроме того, сетка тонких каналов, образуемая неровностями поверхностей, увеличивает капиллярные силы [2, 5].
Например, поверхности, обработанные карборундовой шкуркой зернистостью 400, дают лучшее заполнение зазора, чем полированные.








