 2015-04-01
2015-04-01 602
6021.Исходные данные.
2.Схема обработки заданным инструментом.
3.Выбор материала режущей части инструмента.
4.Выбор геометрических параметров инструмента и формы передней и задней поверхностей инструмента.
5.Выбор заготовки.
6.Технологический процесс изготовления металлорежущего инструмента.
7.Рабочий чертёж металлорежущего инструмента (токарного резца).
8.Выбор технологического процесса заточки металлорежущего инструмента.
9.Выбор заточных кругов.
10.Выбор режимов затачивания инструмента.
11.Расчёт норм времени на заточку поверхностей инструмента.
12.Расчёт настройки приспособления для заточки токарного резца.
13.Выбор методики контроля углов резца после заточки.
Контрольные вопросы
1.По каким критериям производится выбор вида и типа токарного резца?
2.По каким критериям производится выбор материала режущей части резца?
3.По каким критериям производится выбор геометрических параметров инструмента?
4.По каким критериям производится выбор формы передней и задней поверхностей инструмента?
5.По каким критериям производится выбор технологического процесса заточки металлорежущего инструмента?
6.По каким параметрам производится выбор заточных кругов?
7.Как определяется материал шлифовального круга?
8.Как определяется форма шлифовального круга?
9.Как определяется зернистость шлифовального круга?
10.Как определяется связка шлифовального круга?
11.Как определяется твёрдость шлифовального круга?
12.Как определяется структура шлифовального круга?
13.По каким критериям производится выбор режимов затачивания?
14.Как производится расчёт норм времени на заточку поверхностей инструмента?
15.Как производится расчёт настройки приспособления для заточки токарного резца?
16.Как производится контроль углов резца после заточки?
Список литературы
1.Палей М.М. Технология производства металлорежущих инструментов. – Москва: Машиностроение, 1982. – 256 с., ил.
2.Барсов А.И. Технология инструментального производства. – Москва: Машиностроение, 1975. – 272 с., ил.
3.Ординарцев И.А. Справочник инструментальщика – Ленинград: Машиностроение, 1987. – 848 с., ил.
4.Косилова А.Г., Мещеряков Р.К. Справочник технолога-машиностроителя. В 2-х томах. Том 2. – Москва: Машиностроение, 1986. – 496 с., ил.
5.Кирсанов М.Г. Курсовое проектирование по металлорежущему инструменту. – Москва: Машиностроение, 1974.
6.Попов С.А. Заточка режущего инструмента. – Москва: Высшая школа, 1980.
7.Фельдштейн Е.Э. Режущий инструмент. Эксплуатация: учебное пособие. – Минск: Новое знание, 2012. – 256 с.: ил.
8.Вечер Р.И., Шейбак М.Р. Методические указания по выполнения лабораторной работы по теме «Заточка металлорежущего инструмента» по дисциплине «Технология инструментального производства». – Гомель: ГПИ, 1993.
Варианты заданий по практической работе №2 по дисциплине
«Технология инструментального производства»
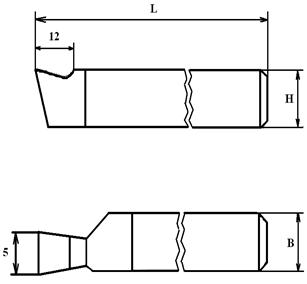
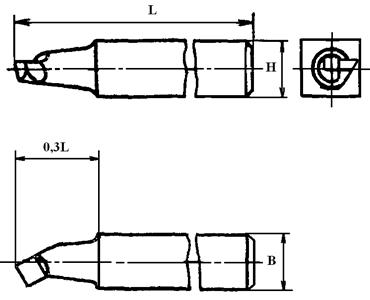
Инструмент №1
| № | L, мм | H, мм | B, мм | Материал обрабатываемой детали | Тип производства инструмента |
| Сталь 40Х σв = 700 МПа | Мелкосерийное | |||||
| СЧ 30 НВ = 120 | Среднесерийное | |||||
| Медный сплав Л90 НВ = 140 | Крупносерийное | |||||
| Алюминиевый сплав Д20 НВ = 160 | Среднесерийное | |||||
| Сталь 36ХНТЮ σв = 850 МПа | Массовое | |||||
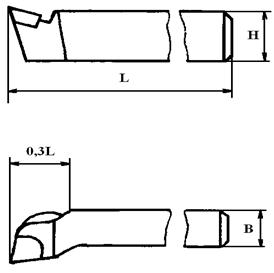
Инструмент №2
| № | L, мм | H, мм | B, мм | Материал обрабатываемой детали | Тип производства инструмента |
| Сталь 45Х σв = 600 МПа | Мелкосерийное | |||||
| СЧ 32 НВ = 140 | Среднесерийное | |||||
| Медный сплав Л92 НВ = 160 | Крупносерийное | |||||
| Алюминиевый сплав Д19 НВ = 140 | Среднесерийное | |||||
| Сталь 32ХНТЮ σв = 700 МПа | Массовое | |||||
Инструмент №3
| № | L, мм | H, мм | B, мм | Материал обрабатываемой детали | Тип производства инструмента |
| Сталь 45ХГС σв = 750 МПа | Мелкосерийное | |||||
| СЧ 32 НВ = 170 | Среднесерийное | |||||
| Медный сплав Л88 НВ = 140 | Крупносерийное | |||||
| Алюминиевый сплав Д22 НВ = 160 | Среднесерийное | |||||
| Сталь 36ХНТЮ σв = 700 МПа | Массовое | |||||
Инструмент №4
| № | L, мм | H, мм | B, мм | Материал обрабатываемой детали | Тип производства инструмента |
| Сталь 45Х σв = 600 МПа | Мелкосерийное | |||||
| СЧ 32 НВ = 110 | Среднесерийное | |||||
| Медный сплав Л90 НВ = 140 | Крупносерийное | |||||
| Алюминиевый сплав Д19 НВ = 160 | Среднесерийное | |||||
| Сталь 36ХНТЮ σв = 800 МПа | Массовое | |||||
Инструмент №5
| № | L, мм | H, мм | B, мм | Материал обрабатываемой детали | Тип производства инструмента |
| Сталь 45Х σв = 700 МПа | Мелкосерийное | |||||
| СЧ 32 НВ = 120 | Среднесерийное | |||||
| Медный сплав Л90 НВ = 140 | Крупносерийное | |||||
| Алюминиевый сплав Д19 НВ = 160 | Среднесерийное | |||||
| Сталь 36ХНТЮ σв = 800 МПа | Массовое | |||||
Инструмент №6
| № | L, мм | H, мм | B, мм | Материал обрабатываемой детали | Тип производства инструмента |
| Сталь 45Х σв = 700 МПа | Мелкосерийное | |||||
| СЧ 32 НВ = 120 | Среднесерийное | |||||
| Медный сплав Л90 НВ = 140 | Крупносерийное | |||||
| Алюминиевый сплав Д19 НВ = 160 | Среднесерийное | |||||
| Сталь 36ХНТЮ σв = 800 МПа | Массовое |








