 2015-04-01
2015-04-01 2214
2214При дуговой сварке плавление кромок заготовок происходит за счет тепла сварочной дуги, возбуждаемой между электродом и кромками заготовок. Максимальная температура дуги наблюдается в осевой её части и составляет 45000-65000С.
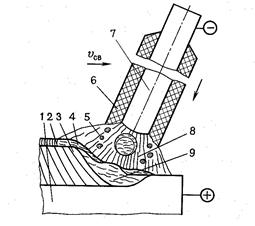
Для образования сварного соединения сварщик возбуждает дугу (8) в месте будущего шва и поддерживает ее горение. Сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль стыка заготовки. В процессе сварки дуга горит между стержнем электрода (7) и основным металлом (1). Стержень электрода плавится и расплавленный металл каплями (10) стекает в сварочную ванну (9), рис. 10.
Пространство между свариваемыми кромкачи детали заполняется жидким металлом кромок детали и электрода, происходит перемешивание металлов в одной жидкой ванне.
Вместе со стержнем плавится покрытие электрода (6), образуя защитную газовую атмосферу (5) вокруг дуги и жидкую шлаковую ванну (4) на поверхности расплавленного металла. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов (3). Жидкий шлак после остывания образует твердую шлаковую корку (2).
 Электроды и сварочная проволока
Электроды и сварочная проволока
Электроды представляют собой проволочные стержни (мерные куски стальной проволоки) с нанесенными на них покрытиями. ГОСТ 2246 на стальную сварочную проволоку предусматривает 77 марок проволоки диаметром 0,2 – 12 мм. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистую (Св-08А, Св-08ГС и др.), легированную (Св-18ХМА; Св-10Х5М и др.) и высоколегированную (Св-06Х19Н10МЗТ; Св-07Х25Н13 и др.). В марках проволоки индекс «Св» означает слово «сварочная», последующие буквы и цифры – ее марочный состав легированной стали. Покрытия электродов предназначены для обеспечения стабильного горения дуги, защиты расплавленного металла от вредного воздействия воздуха и получения металла шва заданных химического состава и механических свойств. В состав покрытия электродов входят стабилизирующие (обеспечивающие устойчивость горения дуги), газообразующие и шлакообразующие (защищающие сварочную дугу и расплавленный металл), раскисляющие (восстанавливающие металла шва от оксидов), легирующие (повышающие механические свойства и передающие специальные свойства) и связующие (создающие прочную обмазку на основе жидкого стекла) составляющие.
Электроды по ГОСТ 9466, ГОСТ9467 и ГОСТ 10052 классифицируют по назначению и виду покрытия.
По назначению электроды подразделяют на пять классов: для сварки углеродистых и низколегированных конструкционных сталей с  МПа, легированных конструкционных сталей с
МПа, легированных конструкционных сталей с  МПа, легированных жаропрочных сталей, высоколегированных сталей с особыми свойствами и для наплавки поверхностных слоев с особыми свойствами.
МПа, легированных жаропрочных сталей, высоколегированных сталей с особыми свойствами и для наплавки поверхностных слоев с особыми свойствами.
По виду покрытия электроды делят на кислые, рутиловые, основные и целлюлозные.
Кислые покрытия имеют шлаковую основу, состоящую из руд железа в виде элемента (Fе2О3) и марганца (МnО), полевого шпата (Si02, AL2O3), ферромарганца (Fе Мn) и других компонентов. Электроды обладают хорошими сварочно-технологическими свойствами: позволяют вести сварку во всех пространственных положениях на переменном и постоянном токе. Имеют низкую чувствительность при сварке металла с недостаточно очищенным кромкам от ржавчины, окалины и других загрязнений. Электроды применяют для сварки низкоуглеродистых и низколегированных сталей на переменном токе. Металл шва по составу соответствует кипящей (кп) и полуспокойной стали (пс). Однако электроды токсичны в связи с выделением при сварке вредных для организма человека соединений марганца, поэтому применение их сокращается.
Рутиловые покрытия состоят из рутилового концентрата (Ti02), плавикового шпата (СаF2), мрамора (СаСО3), ферромарганца и других компонентов. Обладают высокими сварочно-технологическими свойствами. Их применяют для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей на постоянном и переменном токах. Наплавленный металл по составу соответствует полуспокойной стали.
Основные покрытия содержат мрамор, магнезит (MgCO3), плавиковый шпат, ферросилиций, ферромарганец, ферротитан и другие компоненты. Имеют специальные сварочно-технологические свойства. Сварку выполняют, как правило, на постоянном токе обратной полярности, металл шва склонен к образованию пор при наличии ржавчины на свариваемых кромках и воздействии воздуха при увеличении длинны дугового промежутка. Перед сваркой требуется высокотемпературная прокалка (340 – 3800 С) в течении двух часов. Наплавленный металл хорошо раскислен, имеет низкое содержание водорода и азота и по составу соответствует спокойной стали. Обеспечивается дополнительное легирование шва через покрытие. Электроды с основным покрытием применяют для сварки ответственных конструкций из сталей всех классов.
Целлюлозное покрытие содержит органические вещества (крахмал, декстрин, древесная мука и др.) и небольшое количество шлакообразующих компонентов. Они создают хорошую газовую защиту и образуют малое количество шлака. Особенно пригодны для сварки на монтаже в любых пространственных положениях на переменном и постоянном токах. Их применяют для сварки низкоуглеродистых и низколегированных сталей. Наплавленный металл по составу соответствует полуспокойной или спокойной стали.
Достоинства и недостатки ручной дуговой сварки покрытыми электродами. Сварка позволяет выполнять швы в различных пространственных положениях – нижнем, вертикальном, горизонтальном и потолочном. При сварке на вертикальной плоскости ток уменьшают на 10 – 15%, в потолочном положении на 15 – 20% по сравнению с током для сварки в нижнем положении. При этом сварку выполняют электродами диаметром не более 4 мм.
Напряжение дуги изменяется в пределах 16 – 30 В, скорость сварки выбирает сварщик, исходя из необходимости проплавления свариваемого сечения и заполнения разделки кромок наплавленным металлом.
Ручная сварка удобна при выполнении коротких криволинейных швов, при наложении швов в труднодоступных местах, а также при монтажных работах и сборке конструкций сложной формы. Ручная сварка обеспечивает хорошее качество сварных швов, но обладает более низкой производительностью, например, по сравнению с автоматической дуговой сваркой под флюсом. Это обусловлено тем, что при ручной сварке покрытыми электродами величина сварочного тока ограничена, так как повышение тока сверх рекомендованного значения приводит к разогреву стержня электрода, отслаиванию покрытия, сильному разбрызгиванию и угару расплавленного металла. При многослойной сварке каждый валик шва необходимо тщательно зачищать от шлака. Это повышает трудоемкость. Ручную сварку постепенно заменяют механизированной сваркой тонкими проволочными электродами в атмосфере защитных газов.








