 2015-04-01
2015-04-01 822
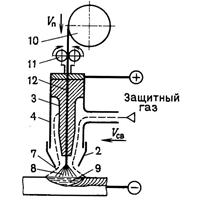
822Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности. Нормальное протекание процесса сварки и хорошее качество шва обеспечиваются при высокой плотности тока (100 А/мм2 и более). При невысоких плотностях тока имеет место крупнокапельный перенос расплавленного металла с электрода в сварочную ванну, приводящий в условиях газовой защиты к пористости шва, малому проплавлению основного металла и к сильному его разбрызгиванию. При высоких плотностях тока перенос расплавленного металла с электрода становится мелкокапельным или струйным. В условиях действия значительных электромагнитных сил быстродвижущиеся мелкие капли сливаются в сплошную струю жидкого металла.
 Такой перенос электродного металла обеспечивает глубокое проплавление основного металла, формирование плотного шва с ровной и чистой поверхностью и разбрызгивание в допустимых пределах.) Также для уменьшения разбрызгивания применяют смеси газов СO2+(20¸30)% O2 или Ar+(20¸30)%CO2 Добавление O2 или замена большей части СО2 на Аг приводит к снижению поверхностной энергии и уменьшению размеров капель электродного металла.
Такой перенос электродного металла обеспечивает глубокое проплавление основного металла, формирование плотного шва с ровной и чистой поверхностью и разбрызгивание в допустимых пределах.) Также для уменьшения разбрызгивания применяют смеси газов СO2+(20¸30)% O2 или Ar+(20¸30)%CO2 Добавление O2 или замена большей части СО2 на Аг приводит к снижению поверхностной энергии и уменьшению размеров капель электродного металла.
При применении СО2 в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2. При высоких температурах сварочной дуги СО2 диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополнительного количества раскислителей. Поэтому для сварки в СО2 углеродистых и низколегированных сталей применяют сварочную проволоку с повышенным содержанием марганца и кремния (Св-08ГС, Св-10Г2С и т. д.). На поверхности шва образуется тонкая шлаковая пленка из оксидов раскислителей. Диаметр проволоки равен 0,5 – 2 мм.
Для сварки в СО2 используют порошковые проволоки. Последние представляют собой металлическую трубчатую оболочку, заполненную шлакообразующими и газообразующими компонентами, раскислителями или легирующими элементами. Применение порошковых проволок улучшает защиту расплавленного металла, уменьшает разбрызгивание, делает более гладкой поверхность свариваемого шва.
В углекислом газе сваривают конструкции из углеродистой и низколегированной сталей (газо- и нефтепроводы, корпуса судов и т. д.). Сварку выполняют в любом пространственном положении. Преимущества механизированной сварки в СО2 с точки зрения ее стоимости и производительности часто приводят к замене ею ручной дуговой сварки покрытыми электродами.
Сварка в атмосфере защитных газов имеет следующие преимущества:
1) высокую степень защиты расплавленного металла от вредного воздействия воздуха; 2) отсутствие на поверхности шва окислов и шлаковых включений; 3) возможность ведения процесса во всех пространственных положениях; 4) возможность визуального наблюдения за процессом формирования шва и его регулирования; 5) более высокую производительность процесса, чем при ручной дуговой сварке; 6) низкую стоимость сварки в углекислом газе.








