 2015-04-01
2015-04-01 1024
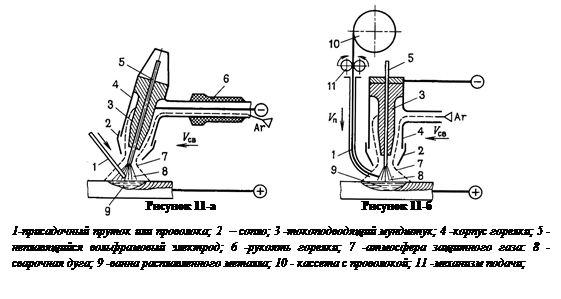
1024При ручной аргонодуговой сварке неплавящимся электродом в зону действия сварочной дуги непрерывно подаётся аргон – защитный газ (расход 3-6 л/мин) с помощью специальной сварочной горелки (рис.11 а).
Инертный газ надежно защищает металл сварочной ванны и остывающий металл шва от вредного воздействия воздуха.
 |
В качестве защитных газов применяют инертные (аргон и гелий) газы, иногда – смеси двух газов или более. В нашей стране наиболее распространено применение аргона Аr.
Аргон – бесцветный газ, в 1,38 раза тяжелее воздуха, нерастворим в жидких и твердых металлах. Аргон выпускают высшего и первого сортов, имеющих соответственно чистоту 99,992 и 99,987%. Поставляют и хранят аргон в стальных баллонах в сжатом газообразном состоянии под давлением 15 МПа.
Сварку неплавящимся вольфрамовым электродом (Тпл=3370°С) применяют, как правило, при соединении металла толщиной 0,5 – 10 мм. При этом возможна сварка без присадочной проволоки с расплавлением только основного металла (толщиной до 3 мм), а также с присадочной проволокой при сварке соединений с разделкой кромок с толщиной основного металла более 3 мм.
При сборке соединений кромки заготовок плотно прижимаются к стальной или медной подкладке и жестко фиксируется.
При ручной аргонодуговой сварке в сварочной горелке (рис. 11 а) вольфрамовый электрод (5) закрепляется цанговыми зажимными устройствами. К электроду подводится сварочный ток прямой полярности и защитный газ аргон через отверстие в рукоятке горелки (6). Перед сваркой сварщик включает подачу аргона (7) в зону сварки и спустя 5-7 сек. (время прохождения аргона через коммуникации для их продувки) для гарантированной защиты сварочной ванны возбуждает с помощью горелки (4) сварочную дугу (8). Напряжение на дуге устанавливается 10-15В.). При автоматической или механизированной (рис. 11 б) сварке присадочная проволока подается механизировано в зону дуги. При сварке вольфрамовым электродом с присадкой под действием дуги кромки заготовок и присадочная проволока расплавляются, образуется сварочная ванна (9), которую защищает аргон, поступающий из сопла (2) горелки. При этом сварщик вручную или механизировано перемещает горелку вместе с действующей дугой и подачей присадочной проволоки и аргона вдоль свариваемых кромок.
В случае выполнения прерывистого шва или прихватки заготовок в отдельных точках сварщик перемещает горелку непрерывно, а дугу возбуждает и включает подачу аргона и присадочной проволоки периодически.
Неплавящиеся электроды для аргонодуговой сварки изготовляют из стержней вольфрама с добавками оксидов, лантана и иттрия в количестве 1 – 3%. Оксиды повышают эмиссионную способность электрода, что увеличивает устойчивость горения дуги и стойкость электрода. Выпускаются электроды диаметром 0,2 – 12 мм. При сварке углеродистых и низколегированных конструкционных сталей в качестве присадочного материала применяют обычно сварочную проволоку марок Св-08ГС или Св-08Г2С. При сварке легированных сталей присадочная проволока близка по химическому составу основному металлу. Диаметр присадочной проволоки обычно выбирают в пределах 1,2-1,8 мм.
Сварку неплавящимся электродом ведут на постоянном токе прямой полярности. В этом случае дуга горит устойчиво при напряжении 10 – 15 В и минимальном токе 10 А. Это обеспечивает возможность сварки при толщине металла 0,5 – 1,0 мм. При обратной полярности возрастает напряжение дуги, уменьшается устойчивость горения и снижается стойкость вольфрамового электрода. Эти особенности дуги обратной полярности делают ее непригодной для непосредственного применения в сварочном процессе сварки углеродистых сталей.








