 2015-04-01
2015-04-01 523
523В табл. 25, 26, 27, 28 приведены соответствующие данные при сварке в углекислом газе. Углекислый газ выполняет защитную функцию, оттесняет от сварочной ванны азот и водород и таким образом значительное окисление жидкого металла сварочной ванны происходит за счёт CO 2 и O 2 газовой фазы. Раскисление металла достигается двумя способами: диффузионным и введением в состав электродной проволоки раскислителей Si и Mn [4].
Принципиальная схема металлургических процессов, приведена на рис. 14. Исходные данные: проволока – Св-08Г2С; основной металл – Ст3сп; газ – CO 2.
Таблица 25
Химический состав
электродной проволоки и шва
| Таблица 26
Состав газовой фазы
Таблица 27 Состав шлаковой фазы
|
Таблица 28
Механические свойства металла шва
| Предел прочности σ в, МПа | Предел текучести σ т, МПа | Относительное удлинение δ, % | Относительное сужение ψ, % | Ударная вязкость KCV, Дж/см2 |
| 520...560 | 400...440 | 20...28 | 50...56 | 120...140 |
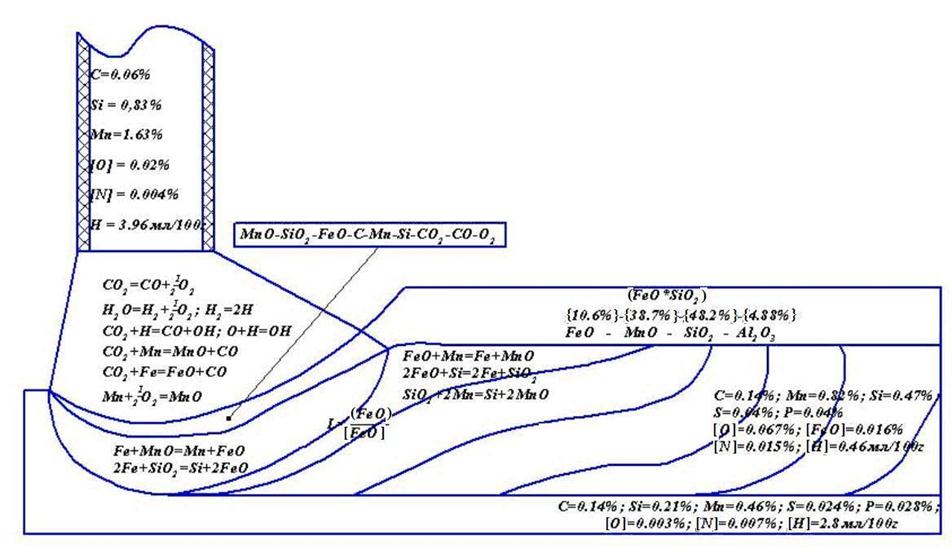
Рис. 14. Принципиальная схема металлургических процессов, протекающих при сварке в углекислом газе








