 2015-04-01
2015-04-01 646
646Металлургические процессы при сварке электродами этой группы рассмотрим на примере электродов ЦМ-9.
В табл. 15, 16, 17, 18, 19 приведен состав покрытия электродов, газовой и шлаковой фаз, электродной проволоки и шва, а также механические характеристики металла шва.
Принципиальная схема процессов приведена на рис. 13.
Таблица 15
Состав покрытия
| Таблица 16
Состав газовой фазы
| |||||||||||||||||||||||||||||||||||||||||||||||||
Таблица 17
Химический состав
электродной проволоки и шва
| Таблица 18
Состав шлаковой фазы
|
Таблица 19
Механические свойства металла шва
| Предел прочности σ в, МПа | Предел текучести σ т, МПа | Относительное удлинение δ, % | Относительное сужение ψ, % | Ударная вязкость KCV, Дж/см2 |
| 470...570 | 350...450 | 21...25 | 62...68 | 102...143 |
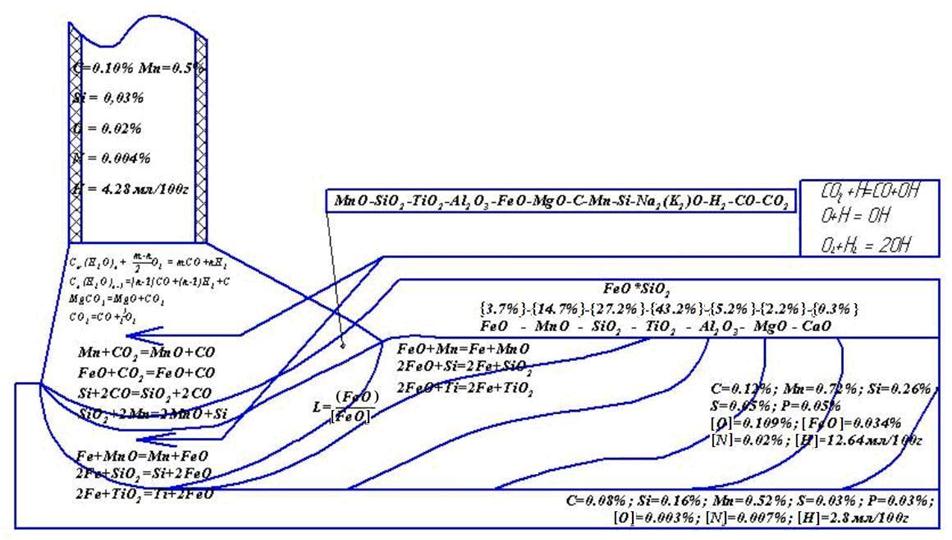
Рис. 13. Принципиальная схема металлургических процессов, протекающих при сварке электродами ЦМ-9
Анализ химического состава металла шва показывает, что он (шов) характеризуется низким содержанием азота, значительной окисленностью, легированием кремнием и марганцем.
Шлаковую фазу при сварке, в основном, обеспечивают рутил (TiO 2), полевой шпат (K–Na–Al 2 O 3–6 SiO 2) и магнезит (MgCO 3).
Газовая защита в покрытии электрода ЦМ-9 осуществляется за счет разложения и окисления декстрина, а также магнезита:
MgCO 3 = MgO + CO 2.
Учитывая, что количество выделяющегося углекислого газа составляет примерно 50 % веса магнезита, то с учетом декстрина суммарное количество газообразующих составляет около 5 %. Эта газовая среда совместно со шлаковой обеспечивает хорошую защиту от азота.
Окисление сварочной ванны происходит за счет компонентов покрытия. Окисление металлического марганца (FeMn) происходит по реакциям
Mn + CO 2 = CO + MnO; 2 Mn + SiO 2 = Si + 2 MnO.
Значительное окисление сварочной ванны предопределяет ограничение содержания водорода в металле шва благодаря реакции
O + H = OH.
Как и в электродах первой и второй групп окисление и раскисление железа протекает аналогично. В высокотемпературной части сварочной ванны происходит значительное окисление железа:
Fe + MnO = Mn + FeO;
2 Fe + TiO 2 = Ti + 2 Fe;
2 Fe + SiO 2 = Si + 2 Fe.
Далее идет раскисление:
– диффузионное  ;
;
– раскислителями
FeO + Mn = Fe + MnO;
2 FeO + Ti = 2 Fe + TiO 2;
2 FeO + Si = 2 Fe + SiO 2.
При этом «тормозится» реакция
FeO + C = CO + Fe.
Введенных в состав покрытия кремния и марганца достаточно не только для раскисления, но и для легирования металла шва. Это обеспечивает высокие прочностные свойства сварного шва.
Электроды с покрытием рутилового типа по сравнению с покрытием первого типа (кислым) обладают рядом преимуществ. К ним относятся:
1. Значительно меньшая токсичность. Так, по сравнению с электродами ЦМ-9 при сварке электродами ЦМ-7 и МР-3 в зоне дыхания сварщика общее содержание аэрозолей больше в 2 раза, а марганцевых соединений больше в 3 раза;
2. Возможность введения в состав покрытия железного порошка для увеличения коэффициента наплавки.
3. Высокая технологичность при сварке с обеспечением плавных и гладких очертаний шва.








