 2015-04-01
2015-04-01 3969
3969Сверление - это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента - сверла. Различают сверление ручное - ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки - вертикально-сверлильные и радиально-сверлильные.
Одной из разновидностей сверления является рассверливание - увеличение диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используют сверла. Не рекомендуется рассверливать отверстия, полученные в заготовке методом литья, ковки или штамповки. Такие отверстия имеют различную твердость по поверхности отверстия из-за окалины, образующейся при литье, а также из-за неравномерной концентрации внутренних напряжений в металле на различных участках поверхности отверстий, полученных методом ковки или штамповки. Наличие мест с неравномерной и повышенной твердостью поверхности приводит к изменению радиальных нагрузок на сверло в процессе обработки отверстия, что ведет к смещению его оси, а также является причиной поломки сверла/Обработка отверстий сверлением и рассверливанием позволяет получить точность размеров обработанного отверстия до 10-го квалитета и шероховатость обработанной поверхности до Rz 80.
Сверла
Сверла применяются при обработке отверстий в сплошном материале. По конструкции различаются спиральные, центровочные, перовые, ружейные с наружным или внутренним отводом стружки и кольцевые (трепанирующие головки) сверла. Сверла изготавливаются из быстрорежущей стали марок Р18, Р12, Р9, Р6АМ5, Р6АМ5ФЗ, Р6П5К5 и Р9М4К8. Возможно оснащение режущей части сверла пластинами твердого сплава марок ВК6, ВК6М, ВК8, ВК10М, ВК15М, что позволяет использовать их при обработке материалов на высоких скоростях резания, а также при обработке материалов высокой твердости, например легированных конструкционных сталей.
Спиральные сверла (рисунок 79) состоят из трех частей: рабочей части, хвостовика и шейки. Рабочая часть сверла образована двумя спиральными канавками и включает в себя режущую и цилиндрическую (направляющую) части с двумя ленточками, что уменьшает трение сверла о поверхность обрабатываемого отверстия. Режущей частью сверла является его вершина, образующая при заточке сверла два зуба с режущими кромками. Режущие кромки сверла выполняют основную работу резания.
Спиральные сверла выпускают с хвостовой частью (хвостовиком) двух типов - цилиндрические и конические. Цилиндрические хвостовики применяются для сверл диаметром до 20 мм, а конические - для сверл диаметром от 5 мм.
Конический хвостовик сверла имеет лапку, служащую для установки сверла в шпинделе станка или переходной втулке. Крутящий момент от шпинделя станка сверлу передается за счет сил трения между поверхностями конического хвостовика и втулки или отверстия шпинделя станка. Лапка на конце конического хвостовика облегчает удаление (выбивание) сверла из переходной втулки или шпинделя станка. Сверла с цилиндрическими хвостовиками закрепляются в станке или сверлильном приспособлении, механизированном инструменте при помощи специальных сверлильных патронов.
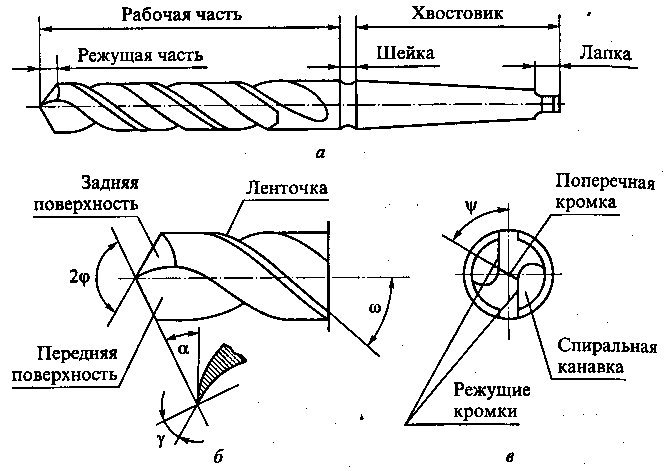
а - конструкция сверла; б - конструкция рабочей части; в - конструкция режущей части; 2φ - угол при вершине; ω - угол наклона винтовой канавки; α - главный задний угол; γ - передний угол; ψ - угол наклона поперечной режущей кромки
Рисунок 79 - Спиральное сверло
Конструктивные особенности и специфика работы сверла обусловливают непостоянство геометрических параметров заточки их рабочей части. Так, главный задний угол α у стандартного сверла возрастает по мере приближения к центру. На периферии сверла этот угол составляет 8... 14°, а около поперечной режущей кромки уже 26... 35°. На периферии передний угол γ = 18... 33°, а около поперечной режущей кромки γ = 0 ° или имеет отрицательное значение.
Угол при вершине сверла 2φ выбирают в зависимости от свойств обрабатываемого материала. У стандартных сверл величина этого угла колеблется в пределах 116... 118°. В зависимости от обрабатываемого материала величина угла при вершине выбирается в следующих пределах:
. для стали углеродистой конструкционной — 116... 120°;
. для коррозионно-стойкой стали - 125... 130°;
. для стали высокой прочности - 125... 130 °;
. для жаропрочных сплавов - 125... 130°;
• для титановых сплавов - 140 °;
• для чугуна средней твердости - 90... 100 °;
• для чугуна твердого — 120... 125°;. для твердой бронзы - 90... 100 °;
. для латуни, алюминиевых сплавов, баббита - 130... 140°;
• для меди- 125°;
• для пластмасс - 80... 110 °;
• для мрамора - 80... 90 °.
Угол наклона поперечной режущей кромки ψ составляет 50... 55 °, а угол наклона винтовой канавки к оси отверстия ω - 23......27°.
Принята единая градация диаметров сверл, которая охватывает сверла диаметром до 80 мм. Сверла диаметром от 1 до 3 мм имеют градацию через каждые 0,05 мм; диаметром от 3 до 13,7 мм - через 0,1 мм; диаметром от 13,75 до 49,5 - через 0,5; 0,1; 0,15; 0,25; сверла диаметром 52... 80 мм имеют градацию через 1 мм.
9.2 Заточка сверл
При обработке рабочая часть сверла изнашивается, а режущая громка затупляется. У спиральных сверл износ происходит преимущественно по задней поверхности уголка на пересечении заборного конуса с ленточками сверла (рисунок 80, а), причем в ряде случаев он сопровождается срезанием уголков и части ленточек, что приводит к образованию на ленточках сверла цилиндрических участков (рисунок 80, б), либо участков со встречным конусом (рисунок 80, в), что приводит к защемлению сверл в отверстии и их поломке. Достаточно часто при сверлении отверстий в литых, кованных и термически обработанных деталях наблюдается изнашивание сверл с образованием проточек на ленточках (рисунок 80, г). При сверлении сталей повышенной вязкости может происходить налипание на ленточки материала заготовки. Повышенное изнашивание сверл, оснащенных пластинами из твердого сплава, по ленточкам и уголкам (рисунок 80, д) резко сокращает число возможных заточек и приводит к их выкрошиванию и поломкам. Сверла, изношенные по рабочей части, выбраковываются.
Для восстановления режущих свойств сверл и обеспечения качественной обработки отверстий их режущие кромки затачивают по мере затупления. Заточку режущих кромок сверл на рабочем месте выполняют на заточных станках. Централизованная заточка спиральных сверл осуществляется на специальных заточных участках или в заточных цехах на специальном оборудовании.
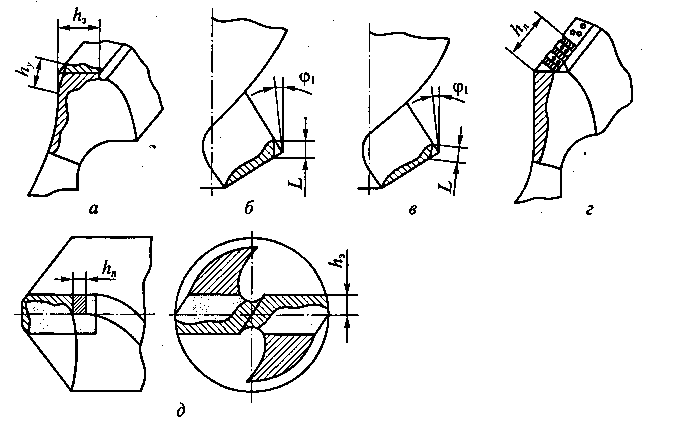
а - по задней поверхности; б, в, г - по ленточке; д - твердосплавных сверл; hy - износ по оси; h3 - износ затылованнои части; hл - износ ленточки; L - линейный износ уголка; φ1 - угловой износ сверла
Рисунок 80 - Износ сверл
При заточке режущей части сверла придают различную форму, выбор которой производится в зависимости от характера выполняемых работ и обрабатываемого материала.
При обработке отверстий диаметром от 0,25 до 12 мм в стали, чугуне, стальном литье применяется одинарная (нормальная) заточка (рисунок 81, а).
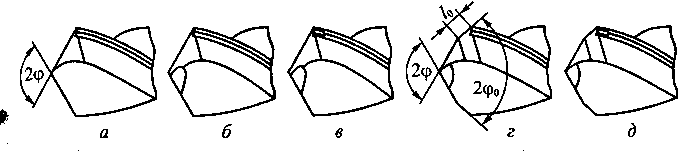
а - одинарная; б - одинарная с подточкой перемычки; в - одинарная с подточкой перемычки и ленточки; г - двойная с подточкой перемычки; д - двойная с подточкой перемычки и ленточки; 2φ - угол при вершине; l0 - ширина дополнительной заточки; 2φ0 -угол дополнительной заточки
Рисунок 81 - Форма заточки
При сверлении отверстий диаметром от 12 до 80 мм в стальном литье по литейной корке используется одинарная заточка с подточкой перемычки - поперечной кромки (рисунок 81, б).
При сверлении отверстий диаметром от 12 до 80 мм в стали и стальном литье со снятой литейной коркой используется одинарная заточка с подточкой перемычки и ленточки (рисунок 81, в).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье по литейной корке применяется двойная заточка с подточкой перемычки (рисунок 81, г).
При сверлении отверстий диаметром от 12 до 80 мм в чугунном литье со снятой литейной коркой выполняется двойная заточка с подточкой перемычки и ленточки (рисунок 81, д).

