 2015-04-01
2015-04-01 1998
1998Способ позволяет наплавлять детали относительно дешевыми углеродистыми проволоками и высокоуглеродистыми проволоками, хорошо воспринимающими закалку. Способ отличается тем, что в зону сварки подается два концентричных потока газа: в наружную оболочку — природный газ или пропан — бутановая смесь, во внутреннюю оболочку — кислород (рис.17). Первый компонент защищает сварочную зону от проникновения азота из воздуха, но при этом нарушает плотность наплавленного металла, создавая пористость. Подача кислорода внутренним потоком подавляет вредное влияние урлеводородного газа, который сгорает при выходе из горелки. Таким образом, дуга находится в зоне газокислородного пламени.
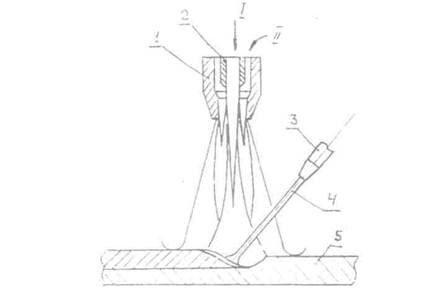
1 — сопло; 2 — сопло; 3 — мундштук; 4 — проволока; 5 — деталь.
I — подача кислорода; II — подача природного газа
Рисунок 94 - Схема наплавки с газопламенной защитой
Для осуществления способа применяется двухсопловая горелка. Горелка и мундштук снабжены рубашками водяного охлаждения и включаются в систему питания водой.
Наплавка осуществляется проволоками Св-0,8, Св-08ГА, Св-08Г2С, Нп-30ХГСА или углеродистыми и низколегированными проволоками из сталей 08КП, 10, 20, 45, 65Г, 80 и др.
Способ позволяет увеличивать силу тока по сравнению с наплавкой в среде углекислого газа, что делает процесс более производительным. Детали могут иметь небольшие сечения, т.к. исключаемся опасность их нагрева. Совмещая процесс наплавки с интенсивным охлаждением наплавленного металла жидкостью (раствор кальцинированной соды и вода) и используя для наплавки пружинную проволоку, можно получать высокую твердость наплавленного слоя до 56-64 HRC.
Контактная электросварка и наплавка
Суть процесса заключается в нагреве места соединения (контакта) деталей протекающим по ним электрическим током. По типу соединений различают три вида электросварки: стыковую, точечную, шовную.
Контактной стыковой сваркой восстанавливают валы с дефектной шлицевой частью, резьбовым участком и другие детали. Для этого используется стыковая машина. К соединяемым деталям подводится ток от вторичной обмотки трансформатора. Когда детали сближаются до соприкосновения их торцов и сдавливаются, включается сварочный ток, концы деталей нагреваются и оказываются в пластическом состоянии, что позволяет их соединить. Таким способом можно сваривать разные детали при условии, что они по диаметру или толщине стенки различаются не более чем на 10-15%.
Машины для стыковой сварки отличаются, главным образом, по мощности и, соответственно, сечению свариваемых деталей. Машины типа МС-0,75-2, МС-3, МС-301, МС-501 мощностью 0,8-12 кВА могут сваривать стальные детали диаметром до 10 мм. Машины типа МС-1202, МС-1602, МС 1604 имеют мощность 55-100 кВА и предназначены для деталей диаметром до 35-45 мм.
Точечная сварка предназначена для ремонта или изготовления новых деталей из листового материала. Для этого детали соединяются внахлестку и свариваются в отдельных местах-точках. Свариваемые детали зажимаются между электродержателями машины (рисунок 95), через которые пропускается ток большой величины (5000-16000 А). За счет тепла, выделяемого в месте контакта деталей, точечный участок нагревается до расплавления. Давление, приложенное к электродам, уплотняет металл и придает соединению прочность. Для контактной точечное сварки используются машины переменного тока МТ-501, МТ-601, МТ-809, МТ-1209, МТ-1609, МТ-1610.
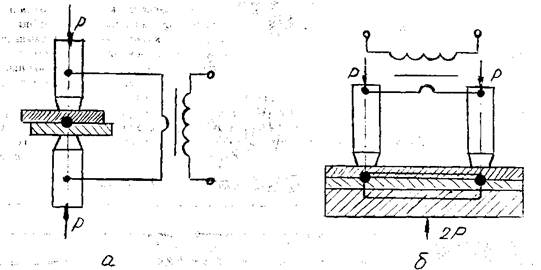
Рисунок 95 - Схема контактной точечной сварки: а — двусторонней; б — односторонней
Шовная сварка осуществляется с помощью машины, у которой электроды имеют вид роликов (рисунок 96). Свариваемые детали зажимаются между роликами, которые, вращаясь и перемещаясь, формируют сварной шов.
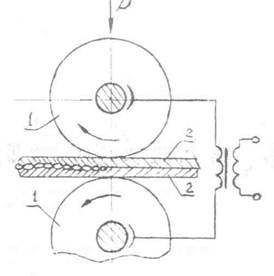
1 — электроды; 2 — свариваемые детали
Рисунок 96 - Схема шовной сварки
Для этого вида сварки применяют машины МШ-1001, МШ-1601, МШП-100-13, МШП-100-14, МШПБ-150-13, МШПБ-150-14, предназначенные каждая для соединения деталей толщиной до 2 мм из низкоуглеродистых сталей.

