 2015-04-08
2015-04-08 2919
2919По общей классификации все методы НК делят на группы, называемые видами НК. Согласно ГОСТ 18353 существует десять различных видов НК:
- магнитный
- электрический
- вихретоковый
- радиоволновой
- тепловой
- оптический
- радиационный
- акустический
- проникающими веществами (капиллярный)
- течеискание
Внутри каждого вида методы классифицируют на дополнительные признаки. Здесь будем рассматривать только методы акустического контроля.
Акустические методы НК подразделяют на две большие группы:
1) Пассивные методы основаны только на приеме волн, источником которых служит сам объект контроля. Например – образование трещин сопровождается возникновением акустических колебаний.
2) Активные методы основаны на излучение и приеме упругих волн.
Активные методы делят на методы отражения, прохождения, комбинированные (т.е. использующие методы отражения и прохождения), собственных колебаний и импедансные.
Методы отражения основаны на анализе отражения импульсов и упругих волн от неоднородностей или границ объекта контроля.
Методы прохождения основаны на влиянии параметров объектов контроля на характеристики прошедших через него волн.
Комбинированные методы используют влияние параметров объекта контроля как на отражение, так и на прохождение упругих волн.
В методах собственных колебаний о свойствах объекта контроля судят по параметрам его свободных или вынужденных колебаний (их частотам и величине потерь)
В импедансных методах информативным параметром служит механический импеданс объекта контроля в зоне его контакта с преобразователем.
Пассивные методы НК классифицируют по характеру анализируемых сигналов.
Ультразвуковая дефектоскопия основана на свойстве ультразвуковых волн направленно распространяться в средах и отражаться от границ сред или нарушений сплошности (дефектов), обладающих другими акустическими сопротивлениями. В практике качества сварных соединений используется в основном 3 метода:
1) Теневой
2) Зеркально-теневой
3) Эхо-импульсный
1) Теневой метод заключается в том, что с одной стороны изделия устанавливается излучатель, а с другой стороны приёмник.
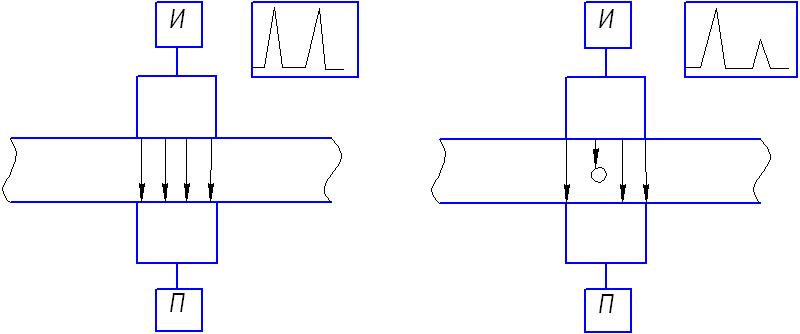
Теневой метод основан на введение в контролируемое изделие упругих колебаний и регистрации изменения их интенсивности после прохождения через контролируемый объект. Преобразователь, излучающий колебания, находится по одну сторону контролируемого изделия или его участка, приемный преобразователь находится с другой его стороны соосно с излучателем.
При отсутствии нарушений сплошности материала, приемный преобразователь регистрирует определенную амплитуду сигнала, прошедшего через изделие. При постоянной толщине изделия, однородном материале, одинаковой шероховатости поверхности изделия(и параллельности верхней и нижней поверхностей) амплитуда прошедших упругих волн будет изменяться в небольших пределах. Наличие несплошностей материала на пути волны приведет к уменьшению амплитуды принятого сигнала, так как за дефектом образуется область «звуковой тени». Это уменьшение регистрируется индикатором дефектоскопа и является признаком наличия дефекта в зоне контроля. О величине дефекта можно судить по степени ослабления прошедшего сигнала.
Зондирующий импульс – акустический импульс, излучаемый преобразователем. Форма зондирующего импульса зависит от подключенного преобразователя, без которого импульс представляет собой односторонний толчок напряжения, убывающий по экспоненциальному закону.
2) При зеркально-теневом методе о наличии дефекта судят по уменьшению амплитуды сигнала, отраженного от противоположной поверхности изделия.
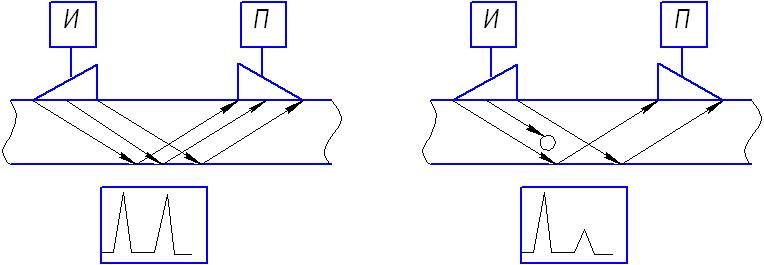
Противоположная поверхность, зеркально отражающая ультразвук называется донной поверхностью, а отраженный от неё импульс называется донным импульсом. Зеркально-теневой метод применяется для контроля железнодорожных рельс.
3) Эхо-импульсный метод заключается в озвучивании изделия короткими импульсами ультразвуковых колебаний, и регистрацией эхо-сигналов от дефекта.
(Может использоваться преобразователь как с одним активным элементом, так и преобразователь с раздельными излучателем и приемником или два преобразователя: один – в режиме излучения, второй – в режиме приема) Обычно излучатель и приемник находятся с одной стороны изделия
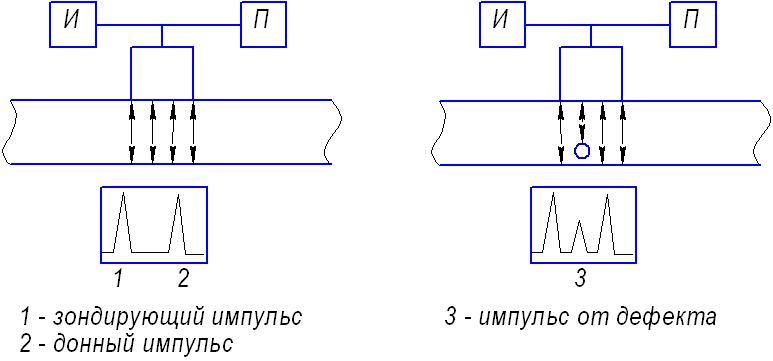
При наличии несплошности (дефекта) импульс отразится от него раньше, чем от донной поверхности. Между зондирующим и донным сигналами возникает промежуточный сигнал – от несплошности, который и является признаком наличия дефекта в этом методе. По этому сигналу определяют характер дефекта, глубину залегания дефекта и условные размеры. Этот метод нашел наибольшее применение на практике благодаря высокой чувствительности и универсальности. Он работает в импульсном режиме.

