 2015-05-05
2015-05-05 1564
1564Тема 3.3. Обработка фрезерованием, шлифованием.
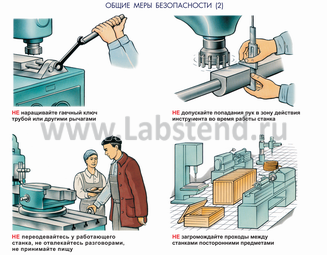
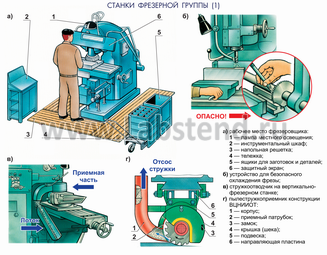
Фрезерные станки. Основное назначение фрезерного станка (фрезера) — производить плоское и фасонное (профильное) строгание кромок деталей и оправку (обгон) по периметру щитов, рамок, коробок.
Основные части фрезерного станка: станина, рабочий стол, суппорт, вал-шпиндель, вставной шпиндель, режущий инструмент.
Суппорт расположен под рабочим столом; он несет на себе важнейшую часть станка — вал-шпиндель. Через отверстие в столе вал -шпиндель выходит верхним концом на рабочую поверхность стола. При ременной передаче его средняя часть служит рабочим шкивом. Суппорт с валом-шпинделем можно поднимать, опускать и закреплять в требуемом положении стопорным винтом. Вал-шпиндель приводится во вращение непосредственно от вала электродвигателя или через ременный привод.
В верхний конец вала-шпинделя вставляется рабочий (вставной ) шпиндель, на который насаживается режущий инструмент. Верхняя часть вставного шпинделя входит в шарикоподшипник, укрепленный на кронштейне. Благодаря этому шпиндель и режущий инструмент не испытывают вибраций при высоком их расположении или при больших рабочих нагрузках.
При фрезеровании прямолинейных деталей на рабочем столе устанавливается направляющая линейка. Она состоит из двух частей, соединенных литой скобой, огибающей режущий инструмент. Части линейки можно раздвигать в зависимости от размеров режущего инструмента и устанавливать перпендикулярно к столу либо в одной плоскости, когда фрезерование профильное или когда оно производится не на всю толщину детали, либо в разных плоскостях, как плиты фуговального станка, если фрезерование представляет собой плоское строгание.

На линейке часто укрепляют верхние прижимы для обрабатываемых деталей. Сама линейка крепится винтами, проходящими через прорези в рабочем столе. На рабочем столе для установки и крепления упоров имеются два параллельных продольных паза поперечного сечения, в форме ласточкина хвоста. При сквозном (во всю длину) фрезеровании деталей применяются прижимы. Верхние прижимы обычно крепят к направляющей линейке, боковые устанавливают на рабочем столе.
Верхний и боковой прижимы к фрезерному станку можно устроить так, чтобы они одновременно выполняли роль ограждений. Лучшими нужно признать роликовые прижимы, так как они облегчают подачу обрабатываемого материала. Большинство фрезерных станков имеет ручную подачу. Станки новейшей конструкции оборудованы механизмами автоматической подачи.
Режущий инструмент для фрезерных станков. На фрезерных станках в качестве режущего инструмента применяют патроны со вставленными в них плоскими ножами, фрезерные головки, цельные и составные фрезы,прорезные диски, пилы.
Плоские ножи, односторонние и двусторонние, имеют прямолинейные режущие кромки для плоского фрезерования или криволинейные для выборки несложного и неглубокого профиля. Толщина ножей 8—10 мм. Нож вставляется в прорезь рабочего шпинделя и крепится торцевым болтом. Крепление плоских односторонних ножей может производиться в патроне, представляющем собой две зажимные шайбы с канавками, в которые ножи вставляются боковыми кромками. Шайбы стягиваются на шпинделе гайкой. Крепление плоских односторонних ножей в зажимных шайбах более надежно. Вылет ножей при ослаблении гайки предупреждается штифтами в канавках верхней шайбы, входящими в вырезы на боковых кромках ножей.
Фрезерную головку, насаженную на шпиндель, затягивают гайкой.
Цельная фреза (шарошка) представляет собой многорезцовый инструмент, изготовленный из одного куска стали. Различают цельные фрезы цилиндрические с прямым и косым зубом, прорезные, пазовые, фасонные.
Цельные фрезы имеют ряд преимуществ: а) наличие значительного количества резцов — у фасонных фрез не менее четырех, у цилиндрических до десяти; б) выбалансирование фрез при их изготовлении; в)сохранение резцами при правильной их заточке постоянного профиля; г)безопасность в работе благодаря отсутствию вставных ножей; д) быстрая установка на шпинделе.
Диаметр цельных фрез от 80 до 120 мм. Составные фрезы собирают из нескольких цельных фрез, соединяя их в общую фрезерную головку. Составные фрезы применяют для обработки широких, глубоких или очень сложных профилей.
Угол заострения вставных фрезерных ножей 40°, резцов цельных фрез 50—60°; угол резания 60—70°. На фрезерных станках в качестве, режущего инструмента применяют также небольшие мелкозубые круглые пилы.
Резьба шпинделя д.б. над гайкой не менее чем на 1 мм.
Недостаток большинства режущих инструментов для фрезерных станков заключается в том, что после продолжительной работы и неоднократной заточки уменьшается радиус и изменяется профиль режущей кромки. Нож или фреза становятся непригодными к работе.

