 2015-05-05
2015-05-05 1058
1058Продольно-строгальные станки, в основном применяемые в условиях единичного и мелкосерийного производства, а также в ремонтных цехах, предназначены для обработки плоских поверхностей на заготовках, которые либо невозможно, либо неудобно обрабатывать на фрезерных станках.
Подлежащую обработке заготовку закрепляют на столе станка, совершающего возвратно-поступательное движение. Стружка снимается неподвижным резцом (или резцами) только при рабочем ходе стола — ход вперед. Подача резца происходит на каждый двойной ход стола.
На продольно-строгальных станках можно обрабатывать крупногабаритные детали, длина строгания составляет 2—12,5 м, наибольшая ширина — 0,6— 5 мм; высота подъема поперечины (траверсы) — 0,7—4,5 м.
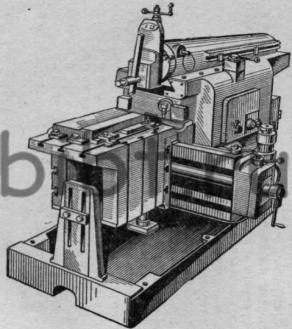
Основными узлами продольно-строгального станка являются: станина 1, стол 2, траверса (поперечина) 3, вертикальные суппорты 4, портал 5,коробка подач 7 вертикальных и бокового суппортов, боковая стойка 6.
В зависимости от устройства траверсы различают двустоечные станки, у которых траверса поддерживается двумя стойками, и одностоечные.
Станина двустоечного продольно-строгального станка представляет собой чугунную отливку коробчатого сечения с двумя, а у тяжелых станков с тремя продольными направляющими плоского и V-образного профиля. Станки с большой длиной строгания имеют станину, составленную из секций, скрепляемых при монтаже болтами. По направляющим станины перемещается возвратно-поступательно стол коробчатой формы с внутренними ребрами жесткости. На рабочей поверхности стола имеются Т-образные пазы и стопорные отверстия для надежного зацепления обрабатываемой заготовки детали.
Одностоечные продольно-строгальные станки применяют для обработки заготовок крупных деталей, у которых размеры обрабатываемых поверхностей соответствуют характеристике станка, можно использовать для выполнения всех нормальных строгальных работ.
Портал станка состоит из двух стоек, прикрепленных внизу к плоскостям станины, а сверху связанных балкой. По направляющим строек могут перемещаться поперечина и каретка бокового суппорта. В стойке находится груз, уравновешивающий боковой суппорт. Механизм подьема поперечины смонтирован в стойках и соединительной балке.
Поперечина представляет собой чугунную балку коробчатого сечения, усиленную посередине выступом и ребрами. На поперечине расположены два вертикальных суппорта, коробка подач суппортов, коробка дублированного управления и механизм зажима.
Продольно-строгальные станки со шлифовальными головками позволяют получать на станке окончательно обработанные поверхности высокой чистоты и точности.
Продольно-строгальные станки с фрезерными и с фрезерно-расточными головками предназначаются для строгания, фрезерования и растачивания крупногабаритных заготовок. Фрезерные головки могут быть смонтированы как на поперечине, так и на стойке станка. Головки, установленные на поперечине, обычно получают подачу поперек стола, а боковые — вертикальные установочные перемещения по стойке.
Ямные продольно-строгальные станки применяют для строгания верхних горизонтальных и наклонных плоскостей заготовок высоких деталей (например, станин прокатных станов). Обрабатываемую заготовку устанавливают на плите, расположенной в яме, а порталу станка, несущему поперечину с суппортами, сообщается рабочее возвратно-поступательное движение. Длина хода портала таких станков может достигать 12 м.
Поперечно-строгальные станки предназначены для обработки деталей небольшого размера. Основным узлом поперечно-строгального станка мод. 736 с кривошипно-кулисным механизмом является станина 8, по верхним горизонтальным направляющим 7 которой перемещается ползун 6 с установленным на нем суппортом 5. По вертикальным направляющим 3 станины перемещается поперечина 9, снабженная горизонтальными направляющими, на которых установлен стол 2, имеющий в результате этого возможность перемещаться вправо и влево относительно ползуна. Для увеличения жесткости стол поддерживается стойкой. На горизонтальной и вертикальной поверхностях стола выполнены Т-образные пазы, которые служат для установки и крепления заготовок и технологической оснастки.
Поперечно-строгальный станок (шепинг). Режущий инструмент – строгальный резец – устанавливается в резцедержателе 4, смонтированном на суппорте 5.
Главное рабочее движение – прямолинейное возвратно-поступательное – осуществляется ползуном 6, а горизонтальная подача – передвижением стола 2.
При строгании вертикальных или наклонных поверхностей подача резца производится винтом суппорта 5. Установка резца на заданную глубину резания при настройке станка или при повторных проходах осуществляется также при помощи суппорта 5.
 Ползун перемещается возвратно-поступательно и совершает рабочее движение, при котором снимается слой материала, и вспомогательное, при котором он
Ползун перемещается возвратно-поступательно и совершает рабочее движение, при котором снимается слой материала, и вспомогательное, при котором он 
 возвращается в исходное положение. Привод ползуна осуществляется от механизма качающейся кулисы (рис. 6.39), которая приводится в движение от электрического двигателя главного привода. Скорость движения ползуна регулируется ступенчато от коробки скоростей, а длина его хода регулируется изменением величины радиуса кривошипа кулисы.
возвращается в исходное положение. Привод ползуна осуществляется от механизма качающейся кулисы (рис. 6.39), которая приводится в движение от электрического двигателя главного привода. Скорость движения ползуна регулируется ступенчато от коробки скоростей, а длина его хода регулируется изменением величины радиуса кривошипа кулисы.








