 2015-05-05
2015-05-05 675
675При режиме 1, как показано на рис. 3, давление в камере вдува резко растет, и формовочная смесь вдувается вниз; в результате этого плотность в нижней части камеры (напротив сопла вдува) несколько выше.
Подобная неравномерность прочности формы является причиной несоответствия и перекоса. Необходимо поддерживать постоянное давление в камере вдува и стабильное заполнение смеси в съемной опоке. Режим 2 обеспечивает более стойкую прочность
формы, т.к. скорость подачи формосмеси регулируется, а съемная опока заполняется смесью на постоянной скорости.
Важным является тот факт, что данная система вдува FBO принимает практически все типы сырой формовочной смеси и производит формы высокой плотности и высокой прочности на сжатие всырую.
На рис. 4 показано распределение прочности верхней формы на разделяющей плоскости при использовании модельной плиты на FBO при Режиме 1 и Режиме 2.
Таким образом, заполнение формовочного песка может быть улучшено путем выбора наиболее подходящего режима давления вдува для модели данной конфигурации, и в этом можно удостовериться, измерив давление внутри камеры вдува.
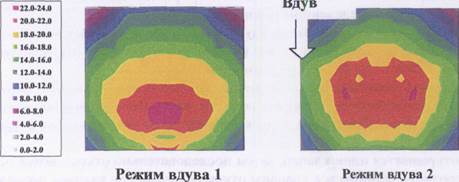
рис. 4. Распределение прочности формы








