2015-05-05
2015-05-05 2672
2672Отливок
Фирма "Шуберт унд Зальцер". На территории предприятия ГИСАГ в Лейпциге построен новый литейный цех, первая очередь которого ориентирована па изготовление крупных отливок из чугуна с пластинчатым или шаровидным графитом весом до 1000 кг. Заказчиками таких изделий являются изготовители автомобилей, строительных машин, печатных машин, турбин и др.
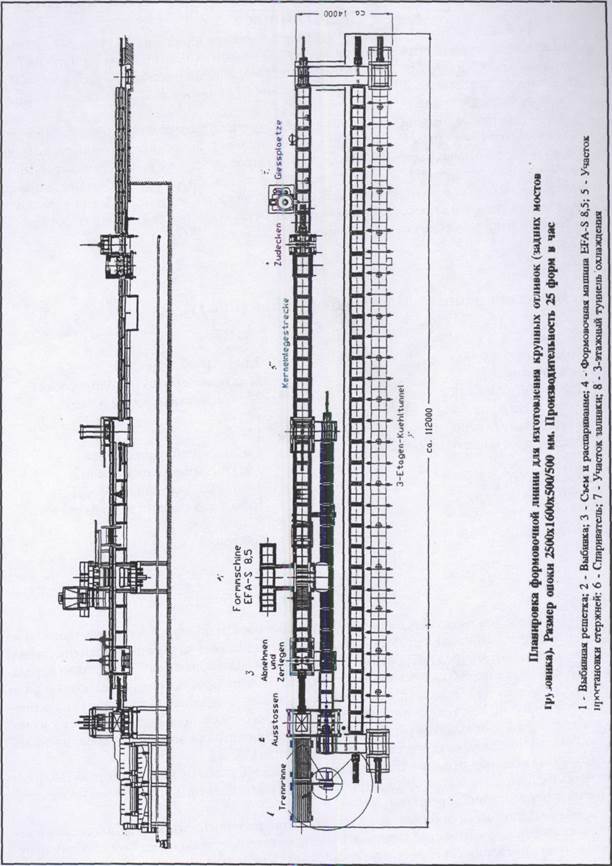
Размер опок линии HWS был выбран из расчета размещения в одной форме двух задних мостов грузовика - 2500 х 1600 х 500/500 мм. Для предотвращения расширения формы верхняя опока была снабжена поперечными ребрами. Обе полуформы скрепляются скобами в четырех местах, благодаря чему имеется возможность в любом месте поверхности формы просверлить одну или несколько литниковых воронок. Метод формования воздушным потоком с прессованием обеспечил очень хорошую стабильность формы. Для литейного цеха был сооружен новый корпус площадью 12 000 м2.
Технические данные формовочной линии (Рис.1)
Размер опок 2500 х 1600x500/500
Вид уплотнения воздушный поток + подпрессовка
Производительность 25 комплектных форм в час
Время такта линии 72 сек
Время такта транспортиров, тележки 144 сек.
Участок простановки стержней 3 открытых нижних опоки
Участок заливки Время охлаждения 3 открытых верхних опоки
Усилие прессования 6 готовых для заливки форм
5,2 ч, т.е. в пересчете 25 форм в час
600 тонн
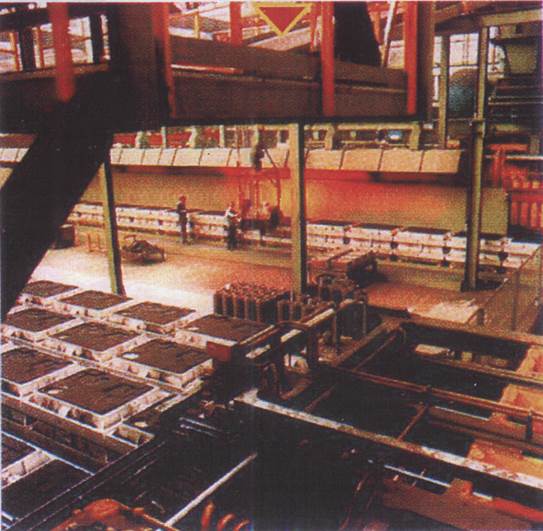
Для выбивки охлажденная форма передается с транспортировочной тележки на вибрационную выбивную решетку. Форму приподнимают на несколько сантиметров и передают на лоток перед виброрешеткой, в которой она выбивается. Перед такой передачей боковая стенка лотка откидывается вниз и образует мостик между тележкой и дном лотка, по которому ком, если он действительно провалится, может быть сдвинут на решетку самой опокой. Как только опока окажется в лотке, стенка снова встанет на место, и опока будет поднята от кома вверх. Ком, который в результате такой выбивки имеет очень малую высоту падения, сдвигается скребком на решетку.
На выбивной решетке ком распадается и освобождает отливку, которую забирают из смеси с помощью манипулятора (Рис. 3). При этом оператор манипулятора может останавливать работу виброрешетки.
После выбивки опока возвращается обратно на транспортировочную тележку и попадает на ней на участок распаривания. Распариватель освобождает скобы обеих полуформ и поднимает вначале верхнюю опеку на высоту рольганга формовочной линии.
После ее отвода толкающим цилиндром формовочной линии он забирает нижнюю опоку. В результате шаговой подачи опоки попадают вначале на участок очистки и контроля, где их внутренние стенки, лад опоки и прилегающие поверхности очищаются от остатков смеси. Приставшие брызги металла регистрируются контрольным устройством и могут приводить к остановке линии. Затем опоки попадают в формовочные машины. Они заполняются формовочной смесью и уплотняются.
11ри изготовления форм с равномерным уплотнением важнейшей предпосылкой для этого является распределение формовочной смеси по всей площади опоки. Чтобы распределить большое количество смеси - одна полуформа содержит более 3 т смеси - на большой площади, под мешочным бункером (из ткани "Тревира" с пластиковым покрытием) параллельно установлены два раздаточных транспортера, которые заполняют устройство дозирования смеси по его продольной стороне. Направляющие листы обеспечивают равномерное распределение смеси. Количество наполнения регулируется с помощью устройства взвешивания.
Уплотнение смеси осуществляется по методу прессования воздушным потоком с последующей подпрессовкой. После открытия клапана воздух проходит через формовочную смесь в направлении к модели и выходит там через прорези (венты) в подмодельной плите. Воздушный поток обеспечивает равномерное распределение смеси, плотное наслоение смеси на контур, особенно в нижних участках модели. Свою окончательную прочность форма получает после подпрессовки многоплунжерным прессом.
Действие прессования может быть увеличено повторным воздушным потоком, который обеспечивает дополнительное псевдоожижение смеси во время сжатия. После уплотнения модель опускается вниз, выкатывается из машины и заменяется другой половиной модели. Так получают друг за другом верхнюю и нижнюю полуформы.
Для изготовления безупречных отливок больших размеров обязательно необходимо использовать в форме достаточное количество прибылей. С этой целью формовочная машина была сконструирована таким образом, что после выхода из машины модельный комплект имеет доступ с трех сторон. Благодаря этому имеется возможность разместить на модели более 20 прибылей (Рис. 4). Чтобы не затруднять доступ к соответствующей модели, участок смены моделей размещен в подвале. Для соединения между подвалом и полом цеха (расстояние по высоте 6 м) предусмотрены два лифта.
Модельные комплекты снабжены передаточной плитой, так что можно использовать имеющиеся модели. Эта система передачи выполнена таким образом, что можно комбинировать доли подмодельных плит. Соответственно числу подмодельных плит просверливаются и литниковые воронки.
После того как формы выйдут из машины, их поворачивают на 180°, чтобы поверхности форм смотрели вверх. Расположенный под рольгангом неподвижный нож срезает при движении ряда опок избыток смеси на задней стороне формы. На последующем участке фреза с управлением от компьютера просверливает на обратной стороне верхней полуформы одну или несколько литниковых воронок. Затем обе половины формы опускаются на участок простановки стержней. Нижняя опока устанавливается на транспортировочную тележку, которая на участке накопления заводится на участок простановки стержней.
Верхняя опока находится на рольганге, который устроен таким образом, что по участку простановки стержней попеременно следуют одна верхняя опока и одна тележка.
Простановка стержней большого размера и веса (Рис.5) облегчается тем, что форма с такой прочностью не разрушается при надавливании.
Стержни изготовляются в стержневом автомате, который рассчитан для разделенных по вертикали стержневых ящиков с размерами до 3000 х 1200 х 1050 мм и для объема набивки 250 л. Стержни изготовляются по методу Cold-Box-Amin (Рис. 6).
В конце участка простановки стержней верхние опоки снова поворачиваются и затем приподнимаются в устройстве спаривания. Когда с последующим тактом в него поступает нижняя опока, лежащая на транспортировочной тележке, оно опускает верхнюю опоку, закрывает форму и закрепляет скобы.
После этого форма попадает на участок заливки и заливается там с помощью автоматического заливочного устройства (Рис. 2). Этот заливочный автомат подводится к самым различным позициям литниковой воронки. Процесс заливки и доливание производятся в автоматическом режиме посредством автоматической системы регулирования заливки. Процесс заливки можно по выбору заканчивать в зависимости или от уровня или от веса.
Дня охлаждения форм имеется четыре участка охлаждения по 31 тележке в каждом, причем три из них располагаются в холодильном отсеке друг над другом. При непрерывном режиме работы продолжительность охлаждения составляет 5,2 часа. Каждый из четырех участков может однако использоваться и как накопительный участок и отключаться для выдерживания таких отливок, для которых требуется более длительный период охлаждения.
Для привода насосов центральной гидравлической станции, подающей более 2100 л/мин., были применены электродвигатели мощностью 450 кВт. К этому следует добавить также насосы для оборотной и охлаждающей воды, нагрева и т.д., так что общая потребность в электроэнергии составляет более 500 кВт.
Формовочная линия имеет электронное управление и контролируется автоматизированной системой управления, которая позволяет производить быстрый диагноз в случае появления неисправностей, а также вести регистрацию производственных параметров, причин неисправностей и времени простоев и тем самым постоянно контролировать работу линии.
* Дипл. инж. Г. Велте, сотрудник фирмы " HWS Машиненфабрик ГмбХ", Бад Лаасфе, ФРГ

Рис. 1 Формовочная линия HWS тип SEIATSU EFA-S 8,5

Рис. 2 Установка автоматической заливки форм тип Р200 W ф. Эд.Мецгер АГ, Швейцария.