 2015-05-05
2015-05-05 10273
102732.1 Назначение и область применения.
Для замеса теста применяют различные типы тестомесильных машин, которые в зависимости от вида муки, рецептурного состава и особенностей ассортимента оказывают различное механическое воздействие на тесто.
Тестомесильные машины непрерывного действия обычно имеют стационарную месильную емкость и расположенныев ней вращающиеся или совершающие круговые движения месильные органы. Интенсивность замеса в них может быть повышена за счет применения тормозных лопастей или выстуов на стенках месильной.
Тестомесильная машина Х-12Д (рис. 2.1) относится к тихоходным однокамерным машинами предназначена для замеса пшеничного и ржаного теста.
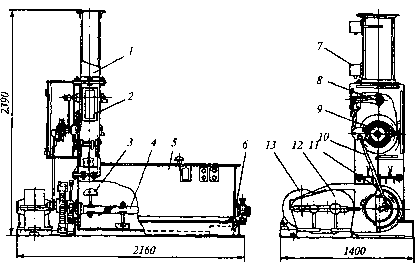
Рис. 2.1Тестомесильная машина Х-12Д
2.2. Описание конструкции и принципа действия гидроциклонного аппарата нового поколения.
Машина состоит из полуцилиндрической месильной емкости 5, в центре которой расположен месильный вал 4 с лопатками 3. Сверху копрус закрывается откидной крышкой. Мука подается в машину через прямоугольный патрубок 1, оборудованный двумя емкостными датчиками уровня 7. Дозируется мука роторным питателем, приводимым в движение от главного вала кривошипно-шатунным механизмом 10 клиновым фрикционых храповиком 9. Над питателем установлен ворошитель 8, совершающий качательное движение через систему рычагов. Для наблюдения за работой дозатора муки служит окно 2. Выходит тесто из машины через патрубок 6. Привод машины осуществляется от электродвигателя 13 через редуктор 12 и зубчатую передачу 11. На передней панели расположены четыре качающихся крановых дозатора жидких компонентов.
Работает машина следующим образом. Все компоненты малыми дозами от дозаторов подаются непрерывно в переднюю часть корыта, отделенного порогом, перемешиваются лопатками 3 с наклонной поверхностью и проталкиваются вдоль корыта. По мере продвижения массы до патрубка6 6 она перемешивается и пластифицируется.
Очистка машины производится без разборки, что весьма неудобно. Недостатками машины являюся слабый промес теста, значительные колеания из-за состава ненадежной работы дозирующих систем и отсутствие устройств для регулирования скорости вращения месильного вала и длительности замеса.
Предельная частота вращения месильного вала ограничена 48 мин-1, а интенсивность механического воздействия усилием, которое образуется в результате трения теста о стенки месильной камеры. Поэтому в данном случае невозможно повысить интенсивность замеса путем увеличения частоты вращения. Однако, если уменьшить рабочую площадьмесильных лопаток или на стенке месильной камеры установить тормозные лопатки или штыри, то можно повысить частоту вращения и интенсивность замеса.
Техническая характеристика тестомесильной машины Х-12Д:
- производительность, т/сут – 15-20
- установленная мощность, кВт – 3;
- частота вращения месильных валов, мин-1 - 48;
- габаритные размеры, мм – 2160Х1400Х2390;
- масса, кг – 780.
3. Монтаж, эксплуатация и ремонт тестомесильных машин.
3.1 Монтаж.
Методы монтажа оборудования, технологических металлоконструкций и коммуникаций зависят от типа предприятия, технологического процесса производства пищевого продукта, этажности здания.
Исходя из этого, при монтаже оборудования и коммуникаций используются следующие методы: поточно-совмещенный, последовательный, крупноблочный, поточно-агрегатный, бесподкладочный.
Поточно-совмещенный метод предполагает одновременное производство строительных и монтажных работ, оно является наиболее прогрессивным и экономичным и требует тщательной инженерной подготовки. Работы выполняются строго по разработанному графику, согласованному со всеми строительно-монтажными организациями, участвующими в строительстве, а также с заказчиком, обеспечивающим поставку оборудования и материалов в согласованные сроки. Вначале сооружаются фундаменты и площадки под технологическое оборудование, монтируются колонны, другие конструкции. Затем устанавливаются в проектное положение оборудование, опорные и обслуживающие металлоконструкции и только после этого ограждающие стеновые конструкции. Сборочные единицы и плети трубопроводов монтируются до установки плит перекрытия. Аналогично выполняются строительно-монтажные работы на последующих этажах многоэтажных зданий.
Эффективность поточно-совмещенного метода монтажа оборудования достигается за счет:
- предварительно укрупненной сборки оборудования, коммуникаций и металлоконструкций до его монтажа на специальных монтажных площадках;
- повышения уровня механизации и коэффициента использования строительно-монтажных кранов;
- экономии средств на устройство выносных площадок и монтажных проемов, а также их сокращения на изготовление индивидуальных такелажных средств;
- сокращения сроков пуска объектов;
- повышения производительности труда рабочих-монтажников в 1,5–1,6 раза и снижения себестоимости монтажных работ в 1,2–1,25 раза.
Поточно-совмещенным методом, как правило, монтируют крупногабаритное тяжеловесное оборудование пищевых предприятий.
Недостатком поточно-совмещенного метода производства строительно-монтажных работ являются дополнительные затраты на защиту смонтированного оборудования от повреждений в процессе общестроительных и отделочных работ.
Последовательный метод применяется при монтаже оборудования, которое по техническим условиям может быть установлено только в законченных строительством зданиях и помещениях, а также при незначительном объеме монтажных работ. Он характерен для малых и частично средних предприятий.
Крупноблочный метод обеспечивает минимальные сроки монтажа за счет поставки оборудования заводами-изготовителями в виде крупных транспортабельных комплектных блоков либо укрупнительной сборки на монтажной площадке до представления фронта работ для установки оборудования и коммуникаций.
Поточно-агрегатный метод применяют при монтаже оборудования, поступающего с низкой степенью заводской готовности («россыпью»).
Бесподкладочный метод обеспечивает монтаж оборудования без применения подкладок путем использования отжимных регулирующих устройств, вмонтированных в основание машин, или специального приспособления. Монтаж оборудования предусматривает предварительные разметочные работы и установку на фундаменты (опорные конструкции), проверку качества установки и испытание смонтированного оборудования на холостом ходу.
Монтаж оборудования, как правило, состоит из следующих основных этапов:
- организационно-технической подготовки монтажа;
- производства монтажных работ;
- пуско-наладочных работ.
3.2. Эксплуатация и техническое обслуживание.
Под производственной эксплуатацией понимают стадию жизненного цикла оборудования, заключающуюся в его использовании по назначению. В стадию жизненного цикла оборудования входят следующие этапы: прием, монтаж, ввод в эксплуатацию, организация эксплуатации, служба в течение определенного срока, амортизация, хранение, выбытие оборудования.
Прием оборудования, поступившего от заводов-изготовителей на предприятие, производится комиссиями. Для основного оборудования председателем комиссии является главный инженер – заместитель руководителя предприятия, членами – главный механик, главный бухгалтер (бухгалтер) и руководитель подразделения по принадлежности оборудования, а также представители Ростехнадзора – для приема оборудования опасных производств. Остальное (неосновное) оборудование принимается комиссией, члены которой хорошо знакомы с устройством и эксплуатацией принимаемого оборудования.
Комиссии несут ответственность за строгое и точное соблюдение правил приемки оборудования, в том числе:
- выявление внешних дефектов;
- проверка фактической комплектности оборудования и технической документации;
- сохранение оборудования в целостности;
- проверка качества изготовленного оборудования и материалов.
Монтаж оборудования является последним предэксплуатационным периодом, когда могут быть выявлены и устранены явные и частично скрытые дефекты изготовления и сборки оборудования. Монтажные работы должны быть выполнены таким образом, чтобы не увеличивать количество оставшихся в оборудовании скрытых дефектов.
Серьезное внимание следует уделить составу подготовительных работ, имеющих решающее значение как для своевременного и качественного выполнения монтажа оборудования, так и для его будущей эффективной эксплуатации.
Для оборудования, монтаж которого должен производиться или заканчиваться только на месте применения, работы необходимо выполнять в соответствии со специальной инструкцией по монтажу, пуску, регулировке и обкатке изделия на месте применения.
Ввод оборудования в эксплуатацию. Принятое оборудование передается ОГМ в соответствующий цех (подразделение) для его дальнейшей эксплуатации. При этом на оборудование масляной краской наносится инвентарный номер и заводится паспорт.
Паспорт составляется на каждую единицу основного оборудования в одном экземпляре. Он содержит основные технические данные оборудования, сведения о его местонахождении, сведения о проведении плановых и аварийных ремонтов, которые записываются в хронологическом порядке.
Эксплуатация оборудования должна осуществляться в соответствии с требованиями Правил технической эксплуатации (ПТЭ), Правил промышленной (производственной) безопасности (ППБ), ГОСТ и СНиП, в которых изложены основные организационные и технические требования к эксплуатации оборудования.
Правильная эксплуатация оборудования предусматривает: разработку должностных и производственных инструкций:
- для эксплуатационного и эксплуатационно-ремонтного персонала;
- правильный подбор и расстановку кадров;
- обучение всего персонала и проверку его знаний ПТЭ, ППБ, должностных и производственных инструкций;
- содержание оборудования в исправном состоянии путем своевременного выполнения ТО и ремонта;
- исключение выполнения оборудованием работ, отрицательно влияющих на окружающую среду;
- организацию достоверного учета и объективного анализа нарушений в работе оборудования, несчастных случаев и принятие мер по установлению причин их возникновения;
- выполнение предписаний органов Ростехнадзора.
Использование оборудования на рабочем месте должно производиться в соответствии с требованиями инструкции завода-изготовителя, приведенной в руководстве по эксплуатации (паспорте) соответствующего оборудования. При отсутствии заводской документации инструкции по эксплуатации оборудования необходимо разрабатывать непосредственно на предприятии.
Инструкции по эксплуатации должны содержать следующие сведения:
- порядок приема и сдачи смен, остановки и пуска оборудования, проведения ТО;
- перечисление мер, обеспечивающих бесперебойную, надежную и эффективную работу оборудования;
- перечисление характерных неисправностей, при которых оборудование должно быть остановлено;
- порядок остановки оборудования при аварийных ситуациях, перечень блокировочно-сигнализирующих устройств, отключающих оборудование при аварии;
- требования по производственной безопасности, производственной санитарии и противопожарным мероприятиям.
Сроки службы оборудования – это календарная продолжительность (годы и месяцы) периода, в течение которого использование оборудования считается полезным.
Стоимость приобретенного оборудования за срок службы погашается посредством начисления амортизации. Амортизация – это экономический механизм переноса стоимости оборудования на созданную при его участии продукцию (выполненные работы, оказанные услуги) и создания источника для простого воспроизводства.
Оборудование, не используемое по прямому назначению, подлежит хранению.
Для хранения оборудования предприятия обязаны заблаговременно подготовить складские помещения и навесы, предохраняющие оборудование от порчи и потери начальных форм, свойств и качеств его элементов, а также от влияния атмосферных осадков и других вредных воздействий внешней среды.
Выбытие оборудования может происходить по следующим причинам:
- списание по срокам полезного использования (нормам амортизации);
- списание по моральному и физическому износу; продажа;
- передача другой организации;
- ликвидация при авариях, стихийных бедствиях и других чрезвычайных ситуациях.
3.3. Ремонт.
Плановые ремонты являются основным видом управления техническим состоянием и восстановлением ресурса оборудования. Плановые ремонты реализуются в виде текущих и капитальных ремонтов оборудования.
Текущий ремонт (Т) – это ремонт, осуществляемый для восстановления работоспособности оборудования и состоящий в замене и (или) восстановлении его отдельных составных частей.
В зависимости от конструктивных особенностей оборудования, характера и объема проводимых работ текущие ремонты могут подразделяться на первый текущий ремонт (Т1), второй текущий ремонт (Т2) и т. д.
При текущем ремонте, как правило, выполняются:
- работы регламентированного ТО;
- замена отдельных агрегатов узлов и деталей; сварочно-слесарные работы; регулировка сочленений;
- ремонт футеровок и противокоррозионных покрытий;
- ревизия оборудования;
- проверка на точность;
- другие работы примерно такой же степени сложности.
Капитальный ремонт (К) – ремонт, выполняемый для обеспечения исправности и полного или близкого к полному восстановления ресурса оборудования с заменой или восстановлением любых его частей, включая базовые (под базовой понимают основную часть оборудования, предназначенную для компоновки и установки на нее других составных частей). Послеремонтный ресурс оборудовния должен составлять не менее 80 % ресурса нового оборудования.
В объем капитального ремонта входят следующие работы:
- объем работ текущего ремонта;
- замена или восстановление всех изношенных агрегатов, узлов и деталей;
- полная или частичная замена изоляции, футеровки; выверка и центровка оборудования; послеремонтные испытания.
При проведении внепланового ремонта заменяются (или восстанавливаются) только те элементы, которые явились причиной отказа или в которых выявлено прогрессирующее развитие дефекта. Основной задачей внепланового ремонта является восстановление работоспособности оборудования и скорейшее возобновление производства (процесса), если он был прерван.
Внеплановые ремонты проводятся на основании распоряжения руководителя структурного подразделения по представлению механика.
Ремонт оборудования может осуществляться с применением следующих стратегий ремонта:
- регламентированная (I);
- смешанная (II);
- по техническому состоянию (III);
- по потребности (IV).
Сущность стратегии регламентированного ремонта заключается в том, что ремонт выполняется с периодичностью и в объеме, установленном в эксплуатационной документации независимо от технического состояния составных частей оборудования в момент начала ремонта.
Сущность смешанной стратегии ремонта заключается в том, что ремонт выполняется с периодичностью, установленной в НТД, а объем операций восстановления формируется на основе требований эксплуатационной документации с учетом технического состояния основных частей оборудования.
Сущность стратегии ремонта по техническому состоянию заключается в том, что контроль технического состояния выполняется с периодичностью и в объеме, установленном в НТД, а момент начала ремонта и объем восстановления определяется техническим состоянием составных частей оборудования.
Сущность стратегии ремонта по потребности заключается в том, что ремонт оборудования производится только в случае отказа или повреждения составных частей оборудования.
Ремонт оборудования производится в соответствии с действующим на предприятии Положением о ППР оборудования.
С капитальным ремонтом может быть совмещена модернизация оборудования. При модернизации оборудования решаются следующие задачи:
- увеличение мощности производственного оборудования;
- автоматизация производственных процессов и технологических объектов;
- удешевление и упрощение эксплуатации;
- повышение эксплуатационной надежности, удешевление ремонта;
- улучшение условий труда и повышение безопасности работы.
Наиболее перспективным методом ремонта оборудования является агрегатный (агрегатно-узловой), при котором неисправные агрегаты и узлы заменяются новыми или отремонтированными с использованием деталей заводского изготовления.
Периодичность ремонта – это интервал наработки оборудования в часах между окончанием данного вида обслуживания (ремонта) и началом последующего такого же ремонта или другого профилактического воздействия большей (меньшей) сложности.
Наработка оборудования измеряется количеством отработанных часов (машино-часов). Учет работы в часах на предприятии ведется только по основному оборудованию. Наработка неосновного оборудования учитывается по наработке основного оборудования, работу которого оно обеспечивает.
Периодичность остановок оборудования на ТО, текущий и капитальный ремонты принята на основе показателей надежности оборудования и определяется сроками службы и техническим состоянием агрегатов, узлов и деталей соответствующего оборудования.
Периодичность капитального ремонта определяет длительность ремонтного цикла оборудования, в течение которого в соответствии с требованиями НТД выполняются в определенной последовательности все установленные виды ремонта. В частном случае началом отсчета ремонтного цикла может быть начало эксплуатации оборудования.
Периодичность остановок оборудования на текущий и капитальный ремонты принята в машино-часах работы и увязана с календарным планированием (месяц, год). При непрерывной трехсменной работе максимальная наработка оборудования в месяц составляет 720 ч, в год – 8640 ч. В условиях односменной работы к нормам периодичности применяется коэффициент 0,6, а для двухсменной работы – 0,8.
В зависимости от условий работы и с учетом технического состояния оборудования допускаются отклонения от нормативной периодичности ремонта:
± 20 % – для текущего ремонта;
± 15 % – для капитального ремонта.
Продолжительность ремонта – это регламентированный интервал времени (в часах) от момента вывода оборудования из эксплуатации для проведения планового ремонта до момента его ввода в эксплуатацию в нормальном режиме.
Продолжительность простоя оборудования в ремонте включает в себя время на подготовку оборудования к ремонту, проведение ремонта, пуск и опробование оборудования.
Началом ремонта оборудования считается время прекращения производственного процесса или вывода оборудования в ремонт из резерва по разрешению руководства механической службы предприятия.
Окончанием ремонта считается включение оборудования под нагрузку для нормальной эксплуатации (или вывода его в резерв).
Испытания под нагрузкой в продолжительность ремонта не входят, если в процессе испытаний отремонтированное оборудование работало нормально.
При модернизации оборудования продолжительность выполнения капитального ремонта увеличивается на время, необходимое для выполнения объема работ по модернизации.
При ремонте технологического комплекса продолжительность ремонта устанавливается по наиболее сложному оборудованию, имеющему максимальную продолжительность ремонта. Если ремонт технологического комплекса не вызывает ограничения по времени и не снижает надежности оборудования, то продолжительность его ремонта может быть установлена исходя из условия наиболее рациональной загрузки ремонтного персонала.
Трудоемкость ремонта – это трудозатраты на проведение одного вида ремонта, выраженная в человеко-часах.
Нормативы трудоемкости даны на полный перечень ремонтных работ, включая подготовительно-заключительные работы, непосредственно связанные с проведением ремонта, приведенные к четвертому разряду работ по шестиразрядной сетке. Они установлены как максимальные величины и предназначены для ориентировочного расчета объема ремонтных работ и необходимого количества ремонтников, но не могут служить основанием для оплаты труда ремонтного персонала.
Нормативные значения трудоемкости приняты исходя из следующих организационно-технических условий проведения ремонта:
- в период, предшествующий остановке оборудования на ремонт, производится максимально возможный объем подготовительных работ;
- при текущем и капитальном ремонтах широко практикуется замена неисправных агрегатов, узлов и изношенных деталей на исправные вместо их восстановления непосредственно на оборудовании;
- максимально используются грузоподъемные и транспортирующие средства, специализированный инструмент и другие средства механизации тяжелых и трудоемких работ.
Нормативная трудоемкость охватывает следующие работы и операции:
- подготовительные операции, непосредственно связанные с проведением ремонта оборудования, в том числе выполнение мероприятий, предусмотренных правилами промышленной и пожарной безопасности;
- виды ремонтных работ со строповкой, перемещением агрегатов, узлов и деталей в пределах помещения, где выполняется ремонт;
- разборку (и сборку) оборудования на агрегаты, узлы и детали с последующей дефектовкой;
- замену неисправных агрегатов, узлов и изношенных деталей;
- разборку (и сборку) отдельных агрегатов и узлов с заменой деталей и выполнением необходимых ремонтных операций;
- станочные работы;
- разборочно-сборочные, обмуровочные, теплоизоляционные, пропиточные, сварочные, слесарно-пригоночные и другие слесарные работы;
- заключительные операции.
Основными документами по планированию ремонта оборудования являются:
- ведомость годовых затрат на ремонты;
- годовой план-график ППР оборудования;
- месячный план-график-отчет ППР или месячный отчет о ремонтах.
Ведомость годовых затрат на ремонт оборудования разрабатывается ОГМ на основе проектов ведомостей годовых затрат на ремонт оборудования подразделений, ремонтной и сметной документации на текущий и капитальный ремонты.
Годовые планы-графики ППР оборудования составляются механиками подразделений, которые предварительно согласовывают их с другими службами. В годовые планы-графики ППР включается все оборудование, подлежащее ремонту в планируемом году, а также регламентированному ТО.
Календарные сроки ремонта неосновного оборудования по месячному плану-графику-отчету, как правило, приурочиваются к срокам ремонта основного оборудования, работу которого оно обеспечивает.
Планирование текущего и капитального ремонтов оборудования предусматривает оформление (разработку) следующих документов:
- ведомость дефектов;
- смета затрат;
- заявка на запасные части и материалы.
На проведение капитального ремонта сложного оборудования составляются сетевые (линейные) графики ремонта.
Для производства ремонтных работ необходима следующая подготовка:
- исполнителей ремонта;
- технической документации;
- ремонтных мощностей и материалов.
Общее количество ремонтных рабочих, необходимое для выполнения предстоящего ремонта, определяется количеством подлежащего ремонту оборудования, трудоемкостью ремонта каждой единицы оборудования, продолжительностью ремонта и принятым режимом проведения ремонтных работ на предприятии.
Производственная структура ремонтных цехов (участков) по ремонту оборудования должна полностью обеспечивать выполнение работ по плановым ремонтам и изготовлению быстроизнашиваемых неответственных деталей.
Техническая подготовка ремонта включает:
- составление и передачу ремонтным подразделениям планов работ на планируемый год и отдельно по месяцам;
- ознакомление с переданными планами ремонта, ремонтной документацией, а также порядком выполнения ремонта каждого вида оборудования в отдельности;
- согласование с подразделениями конкретной даты и времени остановки каждой единицы ремонтируемого основного оборудования.
Конструкторская подготовка ремонтных работ заключается в обеспечении ремонтной службы предприятия необходимыми чертежами и техдокументацией и производится по следующим направлениям:
- разработка собственными силами чертежей на нестандартизованные средства механизации ремонтных работ и изготовления (восстановления) деталей;
- приобретение у организаций-калькодержателей технической документации на изготовление технологической оснастки и средств механизации ремонтных работ;
- получение от заводов-изготовителей рабочих чертежей на отдельные агрегаты, узлы и детали;
- передача выполнения наиболее сложных и крупных чертежей по разработке средств механизации проектно-конструкторским организациям.
Технологическая подготовка ремонтных работ заключается в заблаговременном обеспечении ремонтной службы следующей документацией:
- ТУ на капитальный ремонт оборудования;
- перечнями типовых ремонтных работ, выполняемых при текущем и капитальном ремонтах оборудования;
- альбомами чертежей деталей, подлежащих изготовлению в планируемом периоде.
Потребность предприятий в запасных частях (агрегатах, узлах и деталях) и оборудовании обеспечивается за счет:
- приобретения их у заводов-изготовителей, специализированных машиностроительных предприятий, а также через торговые организации (основной источник);
- восстановления бывших в употреблении агрегатов и узлов на специализированных ремонтно-механических фирмах или в ремонтно-механических мастерских предприятия (дополнительный источник).
Основанием для остановки оборудования на ремонт служит месячный (годовой) график ремонта.
При подготовке ремонтируемого оборудования к сдаче в рабочую обкатку или испытания в рабочих условиях руководитель ремонта является ответственным за техническую готовность ремонтируемого оборудования к рабочей обкатке в полном объеме, а также за уборку вокруг ремонтируемого оборудования и прилегающей к нему территории.
Оборудование считается подготовленным к сдаче в рабочую обкатку при следующих условиях:
- наличие положительных результатов его испытаний, проведенных в соответствии с ТУ на ремонт данного оборудования;
- готовность соответствующей ремонтной документации, подтверждающей объемы выполненных ремонтных работ с подписью исполнителей (акт сдачи оборудования в ремонт, ведомость дефектов, акты результатов испытаний и т. д.);
- наличие документов (паспортов и справок Ростехнадзора, если оборудование поднадзорно этой службе), подтверждающих соответствие установленных деталей давлению и температурным условиям работы;
- наличие утвержденной в установленном порядке документации на изменения в технологических схемах или в агрегатах и узлах оборудования;
- проведение очистки и уборки отремонтированного оборудования и прилегающей к нему территории от материалов, приспособлений, инструмента, лесов, применявшихся ремонтным персоналом в процессе ремонта, а также от разных отходов и т. д.;
- учет замечаний Ростехнадзора и отсутствие предписаний, препятствующих началу обкатки.

