 2015-04-20
2015-04-20 5561
5561
1. Технологические свойства. Эти свойства характеризуют способность металлов подвергаться обработке в холодном и горячем состояниях. Технологические свойства определяют при технологических пробах, которые дают качественную оценку пригодности металлов к тем или иным способам обработки. Образец, подвергнутый технологической пробе (рис. 12), осматривают. Признаком того, что образец выдержал испытание, является отсутствие трещин, надрывов, расслоения или излома. К основным технологическим свойствам относят: обрабатываемость резанием, свариваемость, ковкость, литейные свойства и др.
Обрабатываемость резанием – одно из важнейших технологических свойств, потому что подавляющее большинство заготовок, а также деталей сварных узлов и конструкций подвергается механической обработке. Одни металлы обрабатываются хорошо до получения чистой и гладкой поверхности, другие же, имеющие высокую твердость, плохо. Очень вязкие металлы с низкой твердостью также плохо обрабатываются: поверхность получается шероховатой, с задирами. Улучшить обрабатываемость, например, стали можно термической обработкой, понижая или повышая ее твердость.
Свариваемость - способность металлов образовывать сварное соединение, свойства которого близки к свойствам основного металла. Ее определяют пробой сваренного образца на загиб или растяжение.
Ковкость - способность металла обрабатываться давлением в холодном или горячем состоянии без признаков разрушения. Ее определяют кузнечной пробой на осадку до заданной степени деформации. Высота образца для осадки равна обычно двум его диаметрам. Если на боковой поверхности образца трещина не образуется, то такой образец считается выдержавшим пробу, а испытуемый металл - пригодным для обработки давлением.
Литейные свойства металлов характеризуют способность их образовывать отливки без трещин, раковин и других дефектов. Основными литейными свойствами являются жидкотекучесть, усадка и ликвация.
Жидкотекучесть - способность расплав ленного металла хорошо заполнять полость литейной формы.
Усадка при кристаллизации - это уменьшение объема металла при переходе из жидкого состояния в твердое; является причиной образования усадочных раковин и усадочной пористости (см. рис. 6) в слитках и отливках.
Ликвация - неоднородность химического состава сплавов, возникающая при их кристаллизации, обусловлена тем, что сплавы в отличие от чистых металлов кристаллизуются не при одной температуре, а в интервале температур. Чем шире температурный интервал кристаллизации сплава, тем сильнее развивается ликвация, причем наибольшую склонность к ней проявляют те компоненты сплава, которые наиболее сильно влияют на ширину температурного интервала кристаллизации (для стали, например, сера, кислород, фосфор, углерод).
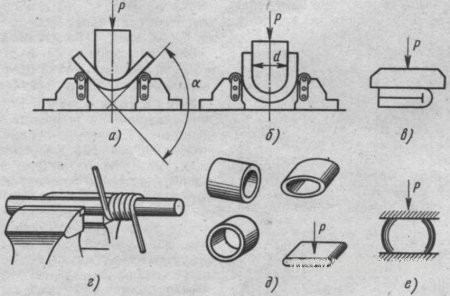
Рис. 12. Технологические пробы:
а - изгиб на определенный угол, б - изгиб до параллельности сторон, в - изгиб до соприкосновения сторон, г - на навивание, д - на сплющивание труб, е - на осадку
Эксплуатационные свойства. Эти свойства определяют в зависимости от условий работы машины специальными испытаниями. Одним из важнейших эксплуатационных свойств является износостойкость.
Износостойкость - свойство материала оказывать сопротивление износу, т. е. постепенному изменению размеров и формы тела вследствие разрушения поверхностного слоя изделия при трении. Испытание металлов на износ проводят на образцах в лабораторных условиях, а деталей - в условиях реальной эксплуатации. При испытаниях образцов моделируются условия трения, близкие к реальным. Величину износа образцов или деталей определяют различными способами: измерением размеров, взвешиванием образцов и другими методами.
К эксплуатационным свойствам следует также отнести хладостойкость, жаропрочность, антифрикционность и др.
2 Химико-термическая обработка стали.
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя детали.
Изменение химического состава поверхностных слоев достигается в результате их взаимодействия с окружающей средой (твердой, жидкой, газообразной, плазменной), в которой осуществляется нагрев.
В результате изменения химического состава поверхностного слоя изменяются его фазовый состав и микроструктура,
Основными параметрами химико-термической обработки являются температура нагрева и продолжительность выдержки.
В основе любой разновидности химико-термической обработки лежат процессы диссоциации, адсорбции, диффузии.
Диссоциация – получение насыщающего элемента в активированном атомарном состоянии в результате химических реакций, а также испарения.
Например,

Адсорбция – захват поверхностью детали атомов насыщающего элемента.
Адсорбция – всегда экзотермический процесс, приводящий к уменьшению свободной энергии.
Диффузия – перемещение адсорбированных атомов вглубь изделия.
Для осуществления процессов адсорбции и диффузии необходимо, чтобы насыщающий элемент взаимодействовал с основным металлом, образуя твердые растворы или химические соединения.
Химико-термическая обработка является основным способом поверхностного упрочнения деталей.
Основными разновидностями химико-термической обработки являются:
· цементация (насыщение поверхностного слоя углеродом);
· азотирование (насыщение поверхностного слоя азотом);
· нитроцементация или цианирование (насыщение поверхностного слоя одновременно углеродом и азотом);
· диффузионная металлизация (насыщение поверхностного слоя различными металлами).

