 2015-04-20
2015-04-20 512
5121. Система запуска двигателя, как следует из названия, предназначена для запуска двигателя автомобиля. Система обеспечивает вращение двигателя со скоростью, при которой происходит его запуск.
На современных автомобилях наибольшее распространение получила стартерная система запуска. Система запуска двигателя входит в состав электрооборудования автомобиля. Питание системы осуществляется постоянным током от аккумуляторной батареи.
Система запуска имеет следующее устройство:
· стартер с тяговым реле и механизмом привода;
· замок зажигания;
· комплект соединительных проводов.
Работа системы запуска осуществляется следующим образом. При повороте ключа в замке зажигания ток от аккумуляторной батареи поступает на контакты тягового реле. При протекании тока по обмоткам тягового реле происходит втягивание якоря. Якорь тягового реле перемещает рычаг механизма привода и обеспечивает зацепление ведущей шестерни с зубчатым венцом маховика.
При движении якорь также замыкает контакты реле, при котором происходит питание током обмоток статора и якоря. Стартер начинает вращаться и раскручивает коленчатый вал двигателя.
Как только происходит запуск двигателя, обороты коленчатого вала резко возрастают. Для предотвращения поломки стартера срабатывает обгонная муфта, которая отсоединяет стартер от двигателя. При этом стартер может продолжать вращаться.
При повороте ключа в замке зажигания стартер останавливается. Возвратная пружина тягового реле перемещает якорь, который в свою очередь возвращает механизм привода в исходное положение.
2. § 7. РЕЗКА И ОПИЛИВАНИЕ МЕТАЛЛА
Резка — слесарная операция, выполняемая при надрезании, вырезании и разрезании на части металла и различных твердых материалов (текстолита, гетинакса и др.).
В ремонтной практике операции резки выполняют: вручную — с помощью ножниц по металлу и. ножовок; машинным способом т- гильотинными ножницами и на металлорежущих станках. Преимущественным способом резки металла и других твердых материалов является ручная резка ножовкой, при которой необходимо обратить особое внимание на правильное закрепление ножовочного полотна в станке, положение рук на рукоятке и станке ножовки, положение ножовки по отношению к разрезаемому материалу. Ножовочное полотно должно быть закреплено в станке так, чтобы оно не было натянуто слишком туго или слабо, зубья ножовочного полотна должны быть направлены «от себя», т. е. в сторону движения ножовки вперед. Правильные положения рук электрослесаря на рукоятке и станке ножовки при резке показаны на рис. 19, а, б.
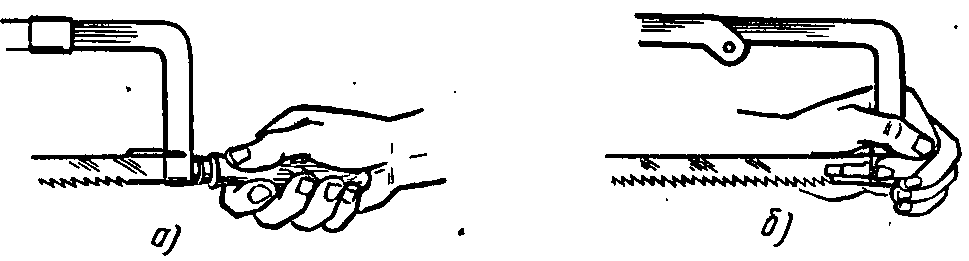
Рис. 19. Приемы работы ножовкой при резке металла: а — положение правой руки на рукоятке, 6 — положение левой руки на станке
Во время резки ножовку следует держать в горизонтальном положении; нормальная длина хода ножовки должна быть такой, чтобы в работе участвовало не менее 2/3 длины ее полотна.
Опиливание — наиболее распространенная слесарная операция, заключающаяся в последовательном снятии (срезании) необходимого слоя металла с поверхности обрабатываемой заготовки или детали. Цель опиливания заготовки — придать ей форму и размеры детали; деталь опиливают для достижения заданной шероховатости ее поверхности. Опиливание заготовок и деталей производят вручную или на станках. При ремонте электрооборудования применяется преимущественно ручное опиливание плоскими, трехгранными, круглыми и полукруглыми напильниками. Плоскими напильниками опиливают легко доступные плоские и выпуклые поверхности, а также широкие шпоночные канавки на концах валов электрических машин, трехгранными — внутренние углы, а также плоскости, недоступные для опиливания плоскими напильниками. Круглыми напильниками распиливают круглые и овальные отверстия, а также опиливают вогнутые поверхности заготовок и деталей. Напильниками двойного применения являются полукруглые, плоской стороной которых можно опиливать прямолинейные поверхности, а полукруглой (выпуклой) — криволинейные (вогнутые) поверхности с различными радиусами кривизны.
Ручное опиливание заготовок и деталей - самая массовая и трудоемкая слесарная операция, требующая больших затрат физических сил рабочего-электрослесаря. Основными условиями обеспечения производительного труда электрослесаря и сохранения его сил при выполнении операций ручного опиливания являются правильное распределение усилий нажима напильника на обрабатываемую поверхность на начальном, рабочем и конечном пути движения напильника, а также умение выбрать оптимальную для себя частоту движения напильника по обрабатываемой поверхности. При обработке заготовки или детали напильником надо учитывать, что при нажиме на него с постоянным усилием он в начале хода (движение от себя) будет отклоняться рукояткой вниз, а в конце хода — носком вниз, в результате это приведет к бесполезной трате сил и «заваливанию» краев опиливаемой поверхности.
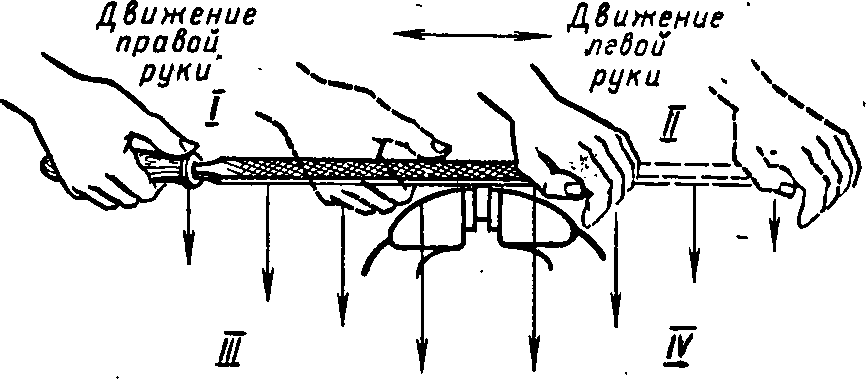
Рис. 20. Правильное держание напильника и распределение усилий нажима при обработке поверхности детали опиливанием:
/ и /1 — начало конец движения рук, III — постепенно увеличиваемое усилие, создаваемое правой рукой, IV — постепенно уменьшаемое усилие, создаваемое левой рукой
Правильное распределение усилий нажима на. напильник при опиливании схематично (удлиняющимися и укорачивающимися стрелками) показано на рис. 20. Оптимальной частотой движения напильника при обливании считается 40 —60 двойных движений в минуту.








