 2015-04-20
2015-04-20 718
718Ни дождь, ни слйкоть не могут остановить почтальонов на их маршрутах по доставке почта. Но ког-да-нибудь это произойдет просто из-за немыслимого роста объема отправлении. К началу следующего столетия почтовое ведомство США будет, видимо, доставлять порядка 250 млрд. от. правлений ш год (165 млрд. в 1985 г.). Уже сейчас почтальоны затрачивают почти 50% своего рабочего времени на операции по сортировке почты. Более 19% всего бюджета, составлявшего 29 млрдлцолл. в 1985 г., было израсходовано на оплату Ручной сортировки почты. «Чтобы справиться с этим, — говорит Гарри Хер-ринг, директор отдела прогрессивных технологий почтового ведомства США, — нам нужно изобрести автоматическую сортировку почты». Поэтому 38 последние четыре года почта израсходовала почти 35 млрд. долл. на разработку таких технологий, как искусственный интеллект, робототехника, системы машинного видения, системы оптического распознавания знаков, которые можно было бы использовать для сортировки и обработки почты. В качестве первого шага почтовое ведомство планирует закупку 600 систем оптического распознавания знаков, которые могли бы «читать» адреса на конвертах и рассортировывать 5000 отправлений в час по признакам города, штата и по коду почтового региона. Сейчас вручную человеку удается рассортировать 800 отправлений за час.
_______________________________________
Источник E.T.Smith, «How the Post Office Is Bracing for the Deluge Ahead», Business Week, November 3, 1986, p.140.
автоматы, считывающие устройства в кассах продовольственных магазинов, автоматические станции мойки автомашин. Прямой набор в междугородней телефонной связи, автоматы для обработки чеков в банках являют собой примеры одновременного применения обоих вышеназванных принципов.
Во многих случаях для завоевания преимущественного положения на рынке можно прибегнуть к упрощению или устранению части процесса по предоставлению услуги. Примером может служить заблаговременная «выписка» из отеля. Клиент заранее заполняет платежные документы и указывает дату выезда, что экономит труд работников и время клиента.
Конец страницы 610
¯ Начало страницы 611 ¯
ПРОИЗВОДСТВЕННЫЕ МОЩНОСТИ, МЕСТОРАСПОЛОЖЕНИЕ, ПРОЕКТНЫЕ РЕШЕНИЯ
Следующий шаг в создании операционной системы предусматривает принятие решений по размеру производственных мощностей, их месторасположению и проектированию материально-технических объектов, предприятий. Материально-технические объекты (facilitus) — это весьма широкий термин, который включает заводы, фабрики, склады, магазины, учреждения и т.д.
 На этой стадии разработки операционной системы возникают два взаимосвязанных вопроса: (1) Сколько объектов и какой мощности требуется создать (другими словами, создавать ли несколько крупных предприятий или большое количество более мелких предприятий)? (2) Где расположить каждый из объектов?
На этой стадии разработки операционной системы возникают два взаимосвязанных вопроса: (1) Сколько объектов и какой мощности требуется создать (другими словами, создавать ли несколько крупных предприятий или большое количество более мелких предприятий)? (2) Где расположить каждый из объектов?
Решения о количестве и производительности материально-технических объектов обычно определяются факторами эффективности и маркетинга. Некоторые вполне определенные факторы говорят в пользу создания крупных централизованных предприятий, другие факторы -<- о предпочтительности небольших, рассеянных предприятий.
Фактором, доказывающим пользу крупных централизованных предприятий, наиболее часто является большая капиталоемкость перерабатывающей подсистемы. В качестве примеров можно назвать электростанции и госпитали, где требуется дорогое специальное оборудование. Крупные предприятия предпочтительны и в тех случаях, когда требуется организованно собрать в одно место много людей или различных изделии. Примерами тут служат автосборочные предприятия, аэропорты, региональные склады сети универсальных магазинов.
Наиболее частая ситуация, говорящая в пользу большого количества мелких предприятий, это когда клиенты сильно рассредоточены и требуется обеспечить для них удобный доступ к предприятию. В качестве примера назовем банки, бистро, пожарные станции.
В некоторых операционных системах принят комбинированный подход, где используются и крупные, и мелкие предприятия. Типичными примерами могут служить фабрики химической чистки и лаборатории по обработке фотоматериалов. В этих случаях обычно имеется большое количество маленьких рассредоточенных предприятий, осуществляющих непосредственный контакт с клиентурой, и централизованные капиталоемкие производственные центры, производящие обработку материалов.
 Решения о месторасположении предприятий обычно идут от общего к частному. Предположим, что изготовитель бытовой электронной аппаратуры решает вопрос о размещении завода по производству проигрывателей компакт-дисков. При принятии решения будут последовательно рассмотрены следующие вопросы: на каком континенте строить завод, в какой стране, в каком штате или в какой провинции, в каком городе, на какой площадке или в каком существующем здании. Конечно, не во всех случаях нужно рассматривать все эти уровни. Транспортной полиции шт. Джорджия, естественно, нет никакой необходимости рассматривать возможность расположения своего офиса за пределами своего штата.
Решения о месторасположении предприятий обычно идут от общего к частному. Предположим, что изготовитель бытовой электронной аппаратуры решает вопрос о размещении завода по производству проигрывателей компакт-дисков. При принятии решения будут последовательно рассмотрены следующие вопросы: на каком континенте строить завод, в какой стране, в каком штате или в какой провинции, в каком городе, на какой площадке или в каком существующем здании. Конечно, не во всех случаях нужно рассматривать все эти уровни. Транспортной полиции шт. Джорджия, естественно, нет никакой необходимости рассматривать возможность расположения своего офиса за пределами своего штата.
Для удобства рассмотрения вопроса давайте выделим два уровня решений о месте расположения предприятия: (1) макроуровень — решение о континенте, стране, провинции и городе; (2) микроуровень — выбор конкретной площадки или здания для предприятия.
Факторы, учитываемые при принятии решения на каждом из этих уровней, будут различными. Основные факторы, рассматриваемые на макроуровне, следующие:
Конец страницы 611
¯ Начало страницы 612 ¯
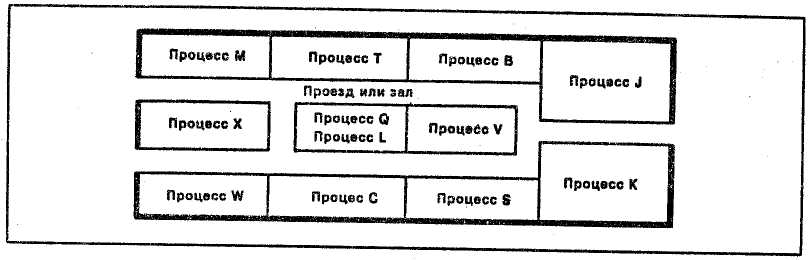
Рис 20.4.Типичная пооперационная планировка производства.
1. Демографические и экономические факторы, влияющие на размер и развитие основных рынхов сбыта продукции операционной системы.
2. Источники и транспортные расходы по доставке материалов, требующихся для операционной системы.
3. Количество и качество трудовых ресурсов.
4. Наличие достаточного количества энергии и воды.
5. Политическая стабильность.
6. Налоговая политика и поощрение' экономического развития.
7. Вопросы защиты окружающей среды.
8. Стоимость земельного участка и строительства.
9. Условия проживания (например, климат, система образования, медицинское обслуживание, культура, отдых, преступность).
К важнейшим факторам на микроуровне относятся:
1. Ограничительные нормы на развитие промзоны, совместимость с соседствующими объектами.
2. Размер, конфигурация и другие технические аспекты площадки.
3. Наличие предпочтительных видов транспорта.
4. Объем транспортных перевозок у клиентов, подъезды.
5. Наличие и стоимость энергоснабжения и других услуг, в том числе пожарной охраны и удаления отходов.
6. Внешний вид площадки, который может соответствовать или не соответствовать характеру предприятия.
7. Близость к жилым массивам и другим объектам, необходимым для служащих.
8. Месторасположение конкурентов, особенно предприятий розничной торговли или по предоставлению услуг.
Для многих видов предприятий при решении вопроса о месте расположения доминирующим оказывается какой-нибудь один фактор. Например, пошивочные предприятия располагаются вблизи источников относительно дешевого труда, поэтому большая часть этой отрасли промышленности эмигрировала в развивающиеся страны. Заводы для производства алюминиевых банок для напитков обычно располагаются рядом с производством самих напитков в силу высоких затрат на перевозку пустых банок. Станции обслуживания автомобилей располагаются на улицах или на дорогах с интенсивным движением или на перекрестках, что облегчает подъезд к ним.
Следующим шагом после определения производственной мощности и места расположения предприятия при создании операционной системы будет проектирование самого предприятия. Эта задача сводится к
Конец страницы 612
¯ Начало страницы 613 ¯

Рис. 20.5.Типичная поточная схема планировки.
определению конфигурации предприятия, т.е. размера и формы строения и расположения производственных ресурсов внутри него. Мы рассмотрим основные типы проектов или планировки производства и обсудим общие процедуры разработки проекта.
ТИПЫ ПЛАНИРОВОК ПРОИЗВОДСТВА. При проектировании производственных предприятий в зависимости в основном от типа перерабатывающей подсистемы применяют три основных вида планировочных решений: пооперационную функциональную схему, линейную поточную схему планировки и фиксированную позиционную планировку.
При пооперационной функциональной планировке производственные ресурсы группируют по признаку выполняемой работы (процесса), как это показано на рис. 20.4. Так, в механическом цехе все токарные станки группируют на одном участке, все сверлильные — на другом и так далее. Крупные авторемонтные предприятия обычно имеют различные участки для разных видов обслуживания: участок регулировки двигателей, участок кузовных работ, участок ремонта передней подвески. Такая планировка обычно используется при мелкосерийном производстве, когда отдельные изделия или клиенты переходят с одного участка на другой, в зависимости от конкретных требований. Самая трудная задача при разработке пооперационной планировки заключается в минимизации транспортных операций или передвижений клиента, требующихся для обработки партии изделий или предоставления услуг клиентам, проходящим через систему.
ЛИНЕЙНАЯ ИЛИ ПОТОЧНАЯ ПЛАНИРОВКА применяется в массовом производстве или в системах с непрерывными процессами, где каждое выпускаемое изделие фактически проходит одни и те же операции обработки. Производственные ресурсы располагают в виде последовательности рабочих мест в соответствии с теми операциями, которые требуются для выпуска готового «продукта», как это показано на рис. 20.5. Наглядным примером такой планировки служит сборочная линия. В сфере услуг такую планировку следует использовать, например, в учреждении, обрабатывающем заявления на выдачу водительских прав. Основная проблема при такой планировке заключается в правильном распределении нагрузки на рабочие места во избежание образования узких мест.
ФИКСИРОВАННАЯ ПОЗИЦИОННАЯ ПЛАНИРОВКА в основном реализуется при выполнении проектов, например, строительных. Изделие или потребитель при этом неподвижны, к месту работы по мере необходимости подаются различные производственные ресурсы. Такие планировки в основном носят временный характер, и их сохраняют лишь до окончания работы над проектом. Проблема при этой планировке заключается в том, чтобы расположить производственные ресурсы таким образом, чтобы они не мешали друг другу.
Все три схемы планировки иногда можно обнаружить на одном предприятии. Госпиталь, например, имеет пооперационную планировку (родильное, кардиологическое, радиологическое, хирургическое отделения специализированы на разных видах операций). Вместе с тем, в госпитале может иметься клиника для проведения обследований, планировка которой будет соответствовать поточной схеме. Примеры
Конец страницы 613
¯ Начало страницы 614 ¯
фиксированной позиционной планировки можно найти в операционных и в палатах интенсивной терапии.
ПРОЦЕСС ПРОЕКТИРОВАНИЯ ПРЕДПРИЯТИЯ. Процесс проектирования материально-технического объекта, производственного предприятия состоит из ряда логически связанных между собой этапов. Нарушение последовательности выполнения этапов может вести к пагубным для производства ошибкам, исправление которых обходится очень дорого. Эти этапы включают:
1. Сбор исходных данных. Проектировщик должен располагать подробной информацией по:
а) схеме планировки производственного процесса, размещаемого на предприятии;
б) заданной производительности и ассортименту выпускаемой продукции;
в) данным по площадке (размер, конфигурация) и любым существующим на площадке зданиям (поэтажные планы, высота перекрытий, несущая способность полов);
г) строительным нормам и любым другим нормативным актам, относящимся к технике безопасности, охране, защите окружающей среды.
2. Определение количества и типов производственных ресурсов, требующихся для обеспечения заданной производительности. Например, сколько кассовых мест необходимо предусмотреть в банке для обслуживания ожидаемого числа клиентов?
3. Определение площади пола, требующейся для каждого производственного участка. Если в отделении офсетной печати будет стоять четыре машины, то какая площадь потребуется для этого отделения с учетом проходов, промежуточных складов, стола мастера, площадей обеспечения, комнат отдыха или ремонтных служб?
4. Анализ связей между различными участками включает определение того, какие из них следует расположить поближе друг к другу, а какие можно или должно разнести. Может оказаться так, что два участка нужно разместить рядом с учетом перехода материалов или клиентов с одного участка на другой. В аэропортах, например, конторы по прокату автомашин всегда размещают рядом с отделением выдачи багажа. Некоторые участки приходится разносить, что делается обычно по соображениям экологии, техники безопасности и т.д. Участок окраски, например, необходимо располагать в удалении от участка пескоструйной обработки, вде выделяется пыль я высок уровень вибрации.
5. По результатам этапов 3 и 4 разрабатывается генеральная компоновка с указа» нием всех размеров и места расположения каждого производственного и вспомогательного участка. При этом обычно прорабатывают несколько возможных вариантов.
6. Четкое определение точного места каждой единицы оборудования, мебели и других производственных ресурсов на каждом участке. Часто эту работу выполняют с помощью шаблонов, которые накладывают на чертеж генеральной компоновки и, перемещая их в разные положения, добиваются оптимального расположения оборудования. В последнее время эту работу выполняют с помощью ЭВМ.
Процесс проектирования предприятия ведется с учетом многих факторов и включает в себя целый ряд компромиссов. Обычно, ввиду весьма высокой степени сложности проблемы, единственно приемлемым подходом является стремление к «согласительному», а не к «оптимизированному» результату. Для проектирования важны как аналитические, так и творческие способности разработчиков.
Конец страницы 614
¯ Начало страницы 615 ¯
ПРОЕКТИРОВАНИЕ РАБОТ И НОРМИРОВАНИЕ ТРУДА
Со времен промышленной революции роль производственных рабочих претерпела значительные изменения. Первоначально основная задача рабочего заключалась в том, чтобы внести в производственный процесс энергию или «мускульную силу». Бурное развитие энергетики, механизации и автоматизации изменило роль рабочего — из поставщика энергии он превратился в распорядителя энергии идя оборудования. Один из важнейших аспектов проектирования работ предусматривает создание точных спецификаций, определяющих порядок взаимодействия работников с машинами, потребителями или другими элементами производственной среды.
Проектирование работ включает точное определение содержания каждого вида работы в организации и косвенно — порядок распределения работы в ней. Проектируя работы, необходимо учитывать принципы экономической эффективности и поведенческие принципы. (Поведенческие принципы более подробно были рассмотрены в гл. 19.) Работа должна соответствовать способностям работника и возможностям оборудования, стоимость разработки не должна быть чрезмерно высокой, содержание работы должно совпадать с психологическими ожиданиями работников. Аспекты экономической эффективности не должны противоречить поведенческим аспектам.
Разделение труда (его специализация) является важным фактором повышения производительности труда операционных работников. В самом деле, специализация труда просматривается и сегодня во всех аспектах деловой деятельности. Как в профессиональном футболе игрок, выбивающий мяч в юру, концентрируется только на том, чтобы подальше выбить мяч (а не на игре в качестве защитника задней линии или свободного защитника), точно также операционные служащие могут концентрировать свои усилия на выполнении ограниченного количества производственных заданий. Преимущества специализации заключаются в том, что она позволяет сократить объем подготовки работников, повысить уровень профессионального умения на каждом специализированном рабочем месте, отделить от производственных заданий те, которые не требуют квалифицированного труда, а могут быть выполнены неквалифицированными работниками, получающими меньшую заработную плату, а также увеличивает возможности использования специализированного оборудования. К недостаткам, присущим специализации, можно отнести уменьшение гибкости при изменении производственных заданий, снижение чувства удовлетворенности рабочих, нарастание утомления от монотонности, рост прогулов. При определении содержания работ управляющий производством должен глобально рассмотреть все эти факторы, чтобы найти оптимальную степень специализации труда.
Термин «социально-техническая система» относится к взаимоотно шениям между технической системой, требующейся для выполнения производственных заданий, и той социальной организацией, в рамках которой эти задания выполняются. Управляющие производством должны понимать, что производственная система является одновременно и социальной, и технической системой. Принципы проектирования работ, основанные на социотех-ническом подходе, включают следующие положения:
1. Работа должна требовать известного напряжения и содержать элементы разнообразия.
2. Необходимо, чтобы на работе можно было учиться и продолжать свое образование.
3. Работа должна давать возможность реализовывать в определенных пределах функцию принятия решений.
4. Необходимость признания при хорошо выполненной работе.
5. Необходимость определенной степени социальной поддержки.
Конец страницы 615
¯ Начало страницы 616 ¯
6. Необходимость реализации определенной зависимости между результатами труда и социальным положением личности.
7. Необходимость увязки характера работы с желаемым будущим.
Поиск путей совершенствования труда должен идти непрерывно, независимо от того, используются ли подход специализации труда, метод обогащения работ или развития содержательности труда. Под изучением методов организации труда подразумевается процесс анализа всех производственных операций с целью определения возможностей ее совершенствования. При этом изучают как выполняется та или иная работа в настоящее время и как ее можно выполнить наилучшим образом. Под человеческими факторами, применительно к разработке трудовых операций, понимают эргономические и поведенческие характеристики человека. Человеческие факторы учитываются в их связи с применяемым инструментом, приемами труда и условиями окружающей среды (температурой, шумом, освещенностью), в которой выполняется данная работа.
 При разработке операций производственного процесса и методов организации труда определяют оптимальный метод выполнения производственного задания. Нормирование труда заключается в определении времени, требующегося для выполнения той или иной работы. Ожидаемое время выполнения работы называется нормой времени или просто нормой. Норма времени указывается либо в виде времени, затрачиваемого на единицу продукции (2,5 мин на деталь), либо в виде количества изделий, производимых за данный период (40 ед. в час).
При разработке операций производственного процесса и методов организации труда определяют оптимальный метод выполнения производственного задания. Нормирование труда заключается в определении времени, требующегося для выполнения той или иной работы. Ожидаемое время выполнения работы называется нормой времени или просто нормой. Норма времени указывается либо в виде времени, затрачиваемого на единицу продукции (2,5 мин на деталь), либо в виде количества изделий, производимых за данный период (40 ед. в час).
Нормы времени имеют большое значение как в сфере материального производства, так и в сфере предоставления услуг. Нормы времени используются при планировании и оценке загрузки оборудования, разработке календарных планов и оценке работы людей, занятых в производстве. В качестве примерз использования норм времени в сфере обслуживания можно сослаться на почтовое ведомство, которое широко использует нормы времени на доставку почты. Норма времени выводится для каждого типа маршрута доставки (в коммерческие учреждения, в жилые кварталы с централизованным расположением почтовых ящиков, на фермы г сельской местности). На основе выведенных норм ведомство устанавливает маршруты таким образом, чтобы равномерно распределить нагрузку на почтальонов. С учетом объема ежедневно поступающей почты, определяют предполагаемое время обслуживания каждого конкретного маршрута. Другими словами, нормы времени позволяют планировать работу персонала, оборудования и оценивать труд работников.
РЕЗЮМЕ
1. Операционная функция — это деятельность по производству товаров или услуг, которые организация поставляет во внешнюю среду.
2. Операционная система организации состоит из перерабатывающей подсистемы, подсистемы обеспечения и подсистемы планирования и контроля. Основное назначение операционной системы заключается в производстве продуктов или услуг для удовлетворения конкретных потребностей.
3. Эффективность производства определяют как частное от деления рыночной стоимости производимого выхода на сумму всех затраченных организацией входов.
4. Процесс производства может осуществляться в форме проекта, мелкосерийного, массового или непрерывного производства.
_______________________________________
• В советской литературе этому методу соответствует понятие НОТ — «научная организация труда». (Прим ред.)
Конец страницы 616
¯ Начало страницы 617 ¯
5. Выраженная компетентность — это нечто такое, что организация делает оео&ш-но хорошо до сравнению со своими кошсуршт&мн. Конкурентное преимущество — это выраженная компетентность, шшшшощая црвзлеггть и сохранять своих клиентов.
6. В управлении производством принимаются как стратегические, так и тактические решения. К трем стратегическим принципам, используемым удачливыми международными конкурентами, относятся принцип «точно во-время», принцип комплексного контроля качества, принцип комплексного ремонтно-профилакти-ческого обслуживания.
7. Управление операциями затрагивает вопросы этики отношений как внутри организации, так и с внешней средой.
8.Проектирование продукта и производственного процесса требует четкого определения критериев проектирования и отбора оптимальных альтернативных вариантов.
9. Как выпускаемая продукция, так и производственные процессы имеют свои жизненные циклы. По мере созревания продукта и синхронно с требованиями конкуренции на рынке должно идти и развитие производственного процесса.
10. Современные производственные системы, обеспечивающие гибкость при автоматизированном производстве, включают автоматизированные системы проектирования, автоматизированные системы управления производством, роботов и автоматизированные склады. Завод будущего будет представлять собой автоматизированную интегрированную производственную систему.
11. Проектирование операций в сфере предоставления услуг осложняется высокой степенью взаимодействия с потребителем, необходимостью индивидуализировать услуги по заказу потребителя, а также трудоемкостью большинства услуг.
12. При проектировании предприятия принимается решение о его производственной мощности и месте расположения.
13. К трем типам планировки производства относятся пооперационная (функциональная), поточная (линейная) и позиционная (фиксированная) схемы.
14. Социотехнический подход к разработке производственных заданий и операций предусматривает учет взаимосвязи между технической системой, требующейся для выполнения работы, и социальной организацией, в которой эта работа выполняется.
15. Методы изучения организации труда предусматривают анализ всех операций производственного процесса в целях определения возможности ах совершенствования.
16. Нормирование труда — это разработка норм времени, требующегося для выполнения конкретной операции или производственного задания.








