 2015-04-20
2015-04-20 454
454Плюс: дешевизна оборудования.
Этапы: 1 – постепенное заполнение объема паровой средой (30 мин)
2 – сам процесс вулканизации
3 – откачка паров и постепенное охлаждение
Непрерывная вулканизация Агрегаты непрерывной вулканизации
На линиях непрерывной вулканизации наложение изоляции совмещено с вулканизацией на проход в длинной вулканизационной трубе (камере), которая герметично соединена с головкой экструдера. Чем длиннее вулканизационная камера, тем большую скорость прохождения жилы через нее можно допустить при обеспечении нужной степени вулканизации.
Основными элементами определяющими производительность, являются экструдер и вулканизационная камера. От параметров экструдера зависит скорость наложения изоляции или оболочки, а от длины вулканизационной камеры и температуры в ней зависит скорость процесса вулканизации.
1 – горизонтальные агрегаты (АНВ, АЛКНВ)
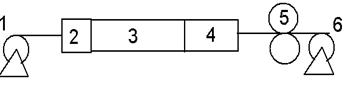 1- сдвоенное отдающее устройство;
1- сдвоенное отдающее устройство;
2- пресс; 3- вулк.труба; 4- охл.устр-во;
5- тяговое уст-во; 6- сдвоенное приемное.
Плюс: простота. МИНУС: возможность провисания изделия, возможность стекания изоляции при больших толщинах.
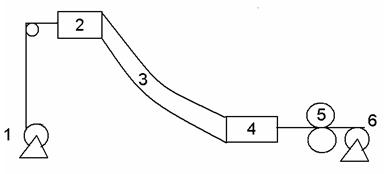 2 – агрегаты с наклонной трубой АНВ - Н
2 – агрегаты с наклонной трубой АНВ - Н
Труба имеет параболическую форму.
ПЛЮС: при соответствующем натяжении отсутствует провис, но нужно жестко контролировать натяжение
МИНУС: возможно стекание изоляции, поскольку действуют массовые силы.
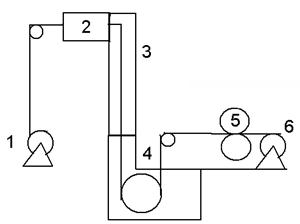 3- с вертикальным расположением трубы АНВ - В
3- с вертикальным расположением трубы АНВ - В
ПЛЮС: можно накладывать любые толщины изоляции (массовых сил нет), нет стекания изоляции.
МИНУС: очень низкая производительность. Длина трубы ограниченна высотой здания и следовательно при малой длине трубы требуется большее время для вулканизации.








