 2015-04-30
2015-04-30 2407
2407По оси ординат откладывается время организационных операций в произвольном масштабе, по оси абсцисс – номера организационных операций, а затем проводится линия такта и линии допускаемых отклонений от такта. После этого на графике отмечается продолжительность каждой операции. Для наглядности полученные точки соединяют (см. рис. 3).
 |
Рис. 3. График согласования
Для проверки соблюдения технологической последовательности обработки изделия и изучения структуры операций процесса производится построение так называемого монтажного графика.
При построении монтажного графика одну из деталей условно принимают за основную. Например, в плечевых изделиях деталь переда, в поясных – передняя часть половины брюк или переднее полотнище юбки. Каждая деталь обозначается порядковым номером, но после соединения с основной на графике уже не отмечается.
В левой части графика дается перечень деталей или узлов, а в правой – схема последовательности операций процесса. Для агрегатно-групповых потоков разработку монтажного графика начинают с заготовительной секции обычно с группы обработки детали, которую условно принимают за основную.
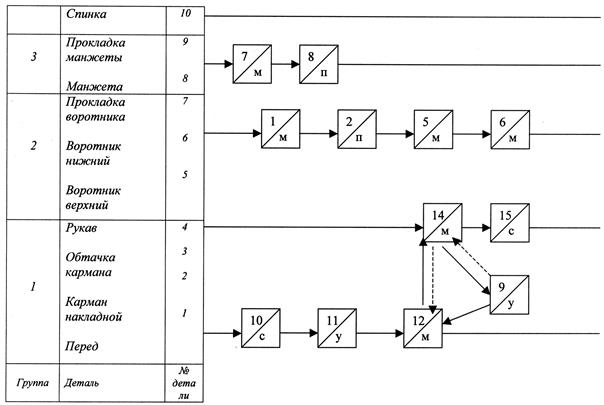
Рис. 4. Пример построения монтажного графика
Монтажный график используют при планировке рабочих мест, а также установления порядка укладывания деталей в ячейки конвейера. Монтажный график для АГП имеет свои особенности, т.к. выделяются самостоятельные группы заготовки узлов и деталей.

