2015-04-30
2015-04-30 1111
1111Погрешности обработанных на станке деталей связаны с точностью самого станка, Под геометрической точностью станка понимают точность взаимного расположения его узлов при отсутствии нагрузок, т.е; на холостом ходу. Она зависит от погрешностей изготовления базовых деталей и сборки станка. Кинематическая точность характеризует согласованность скоростей нескольких простых движений при обработке деталей сложной формы: зубчатых колес, ходовых винтов и др. Точность позиционирования характеризует ошибку вывода узла в заданную позицию.
При проектировании применяют такие методы обеспечения точности станков, как выбор способа обработки, при котором погрешности изготовленных деталей относительно мало зависят от станка, совершенствование кинематики, повышение точности элементов его кинематических цепей.
Наличие связи между погрешностями обработанных деталей и способом обработки можно показать на примерах. Так, станки, работающие по способу непрерывного формообразования, всегда точнее станков с периодическим делением. Точное совпадение оси отверстия с осью вращения детали обеспечивается, когда в процессе сверления заготовка вращается. Более точными получаются поверхности, образованные инструментами с принудительным перемещением, и резьбы, обработанные метчиком с подачей по копиру; отверстия, обработанные протяжкой с сопровождением ее на всей длине хода.
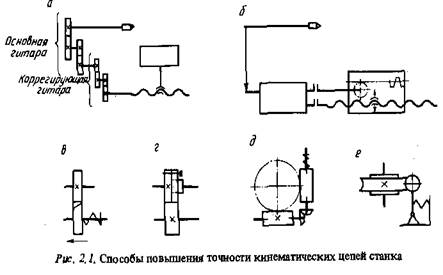
На точность станка существенное влияние оказывает точность цепей деления, позиционирования, резьбообразования и других точных перемещений. Кинематические цепи должны быть короткими. Внутри цепей сохраняется высокая частота вращения, снижается она с помощью конечной точной пары с большим передаточным отношением. Избегают повышающих передач. Иногда в кинематическую цепь последовательно с основной гитарой включают коррегирующую гитару (рис. 2.1, а). С целью длительного сохранения точности ответственной цепи наряду с ней для привода узла применяют другую цепь, которая включается при выполнении относительно грубых перемещений. Например, при точении на токарно-винторезном станке включается привод суппорта с передачей зубчатое колесо—рейка, при нарезании резьбы — привод с более ответственной передачей ходовой винт-гайка (рис.2,1,б).В прецизионных зубофрезерных станках для выполнения черновой и чистовой обработки стол получает вращение с помощью двух делительных передач. Точные кинематические цепи разгружают: уменьшением силы трения в направляющих; уравновешиванием; с помощью силы, создаваемой гидроцилиндром. В точных цепях предусматривают выборку зазоров: в косозубых зубчатых передачах — осевым сдвигом одного из колес (рис. 2.1,в),в прямозубых - разворотом одного венца ведущего колеса относительно другого (рис. 2.1,г), в червячных — осевым сдвигом червяка с постепенно увеличивающейся толщиной витка, радиальным перемещением червяка (рис, 2.1, е), применением в механизме двух червяков, один из которых может смещаться в осевом направлении (рис. 2.1, д).