 2015-05-14
2015-05-14 1260
1260Лабораторная работа № 32
СБОРКА РЕЗЬБОВЫХ СОЕДИНЕНИЙ
Цель работы
Целью настоящей работы является:
1) изучить особенности сборки групповых резьбовых соединений;
2) изучить особенности конструкций и эффективность применения гаечных и динамометрических ключей и гайковертов;
3) получить практические навыки в работе с ручным инструментом;
4) приобрести навыки разработки технологической операции сборки.
Общие сведения
Резьбовые соединения обеспечивают надежность, прочность, герметичность, правильность установки соединяемых деталей, служат для регулирования их взаимного положения. Для надежной работы резьбового соединения при «порке необходимо обеспечить выполнение следующих технических требований:
1) величину момента затяжки;
2) последовательность и равномерность затяжки гаек и болтов;
3) соосность осей болтов, шпилек, винтов и осей резьбовых отверстий;
4) перпендикулярность торца гайки и опорной части нажимаемой детали к оси резьбы;
5) предохранение от самоотвертывания (стопорение) с помощью деформируемых шайб, контргаек, шплинтов;
6) выполнение затяжки в несколько приемов: сначала г усилием, равным половине требуемого, а потом с полным усилием.
Величина момента затяжки (табл. 32.1) может определиться по заданному крутящему моменту с помощью динамометрических ключей, по углу поворота гайки при докручивании, по деформации тарированной шайбы, по удлинению шпильки, болта (наиболее точный способ). Удлинение контролируется микрометром или индикатором.
Таблица 32.1
Моменты затяжки резьбовых соединений автомобиля
ВАЗ-2106
| Момент затяжки, | |||
| Деталь | Резьба | Ы*м (кгс-м) | |
| минимальный | максимальный | ||
| Двигатель | |||
| Болт крепления крышек коренных | |||
| подшипников | М10х1,25 | 68,3 (7,0) | 84,4 (8,6) |
| Болт крепления головки цилиндров: | М12х1,25 | ||
| предварительное затягивание | 33,3 (3,4) | 41,2 (4,2) | |
| окончательное затягивание | 96,0 (9,8) | 118,4 (12,1) | |
| Болт крепления маховика | М10х1,25 | 61,0 (6,2) | 87,4 (8,9) |
Продолжение таблицы 32.1
| Болт крепления насоса охлаждающей | |||
| жидкости | М8 | 21,6 (2,2) | 26,8 (2,7) |
| Болт крепления звездочки валика | |||
| привода масляного насоса | М10х1,25 | 41,2 (4,2) | 51,0 (5,2) |
| Болт крепления масляного картера | Мб | 5,1 (0,5) | 8,2 (0,9) |
| Болт крепления башмака натяжителя цепи | |||
| М10х1,25 | 41,2 (4,2) | 51,0 (5,2) | |
| Сцепление | |||
| Болт крепления сцепления | М8 | 19,1 (2,0) | 30,9 (3,2) |
| Гайка болта педалей сцепления | |||
| и тормоза | М12х1,25 | 12,7 (1,3) | 20,6 (2,1) |
| Гайка крепления главных цилиндров | |||
| сцепления и тормозов | М8 | 9,8 (1,0) | 15,7 (1,6) |
| Коробка передач | |||
| Выключатель света заднего хода | М14х1,5 | 28,4 (2,9) | 45,1 (4,6) |
| Болты крепления картера сцепле- | |||
| ния к двигателю | М12х1,25 | 53,9 (5,5) | 87,2 (8,9) |
| Гайка крепления картера сцепле- | |||
| ния к коробке передач | М10х1,25 | 31,8 (3,25 | 51,4 (5,25) |
| Болт крепления крышки фиксато | |||
| ров штоков | М8 | 15,7 (1,6) | 25,5 (2,6) |
| Гайка крепления задней крышки | М8 | 15,7 (1,6) | 25,5 (2,6) |
| Болт крепления вилки к штоку | |||
| переключения передач | Мб | 11,7 (1,2) | 18,6 (1,9) |
| Карданная передача | |||
| Гайка вилки переднего карданного | |||
| вала | М16х1,5 | 79,4 (8,1) | 98,0 (10,0) |
| Гайка болтов крепления эластичной | |||
| муфты | М12х1,5 | 57,8 (5,9) | 71,5 (7,3) |
| Гайка болта крепления фланца кар | |||
| данного вала к фланцу редуктора | М8 | 27,8 (2,8) | 34,3 (3,5) |
Затяжка групповых резьбовых соединений производится в определенной последовательности для каждого соединения (рис. 32.1).
Затяжку гаек крепления головки блока цилиндров следует производить на холодном двигателе в последовательности, указанной на рис. 32.1. Это делается для того, чтобы предотвратить коробление головки и обеспечить надлежащую плотность прилегания ее к блоку. Затяжка, произведенная на горячем двигателе, после охлаждения ослабевает.
Сначала гайки затягиваются предварительно, а второй раз — окончательно. Еще лучше затяжку проводить в три приема. Это обусловлено тем, что к концу затяжки гайки, затянутые первыми, ослабевают. Неправильно выполненная натяжка может вызвать деформацию гильз цилиндров.
Повышение производительности труда при сборке резьбовых соединений достигается применением специального ручного инструмента (коловоротных, трегцеточных, специальных ключей и отверток) (табл. 32.2) и использованием механизированного инструмента — гайковертов (табл. 32.3, 32.4, 32.7, 32.8, 32.9).
Из механизированного инструмента наибольшее распространение получили ручные одношпиндельные резьбоза-нертывающие машины (гайко-, винто-, шпильковерты и т. д.). Резьбозавертывающие машины выпускают с электрическими высокочастотными двигателями (наиболее рациональные и перспективные), однофазными коллекторными двигателями нормальной частоты (табл. 32.3), а также с пневматическими ротационными двигателями (просты по конструкции, надежны в работе и безопасны) (табл. 32.4).
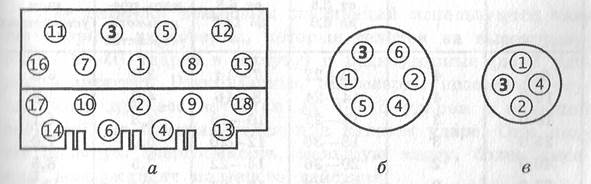
Рис. 32.1. Последовательность затяжки резьбовых соединений:
а — головка блока двигателя ЗМЗ-53; б — колесо автомобиля ГАЗ-3307; в — колесо легкового автомобиля
Таблица 32.2








