 2015-05-20
2015-05-20 2901
2901Работа с расплавленными припоями связана с опасностью получить ожоги. Поэтому следует остерегаться:
– попадания расплавленного припоя на незащищенные руки;
– попадания на одежду;
– попадания, на наклонную поверхность, по которой припой может скатиться в неопределённые места;
– падение капель припоя с высоты во избежание разбрызгивания.
Условия для применения различных марок флюса:
– хорошо проветриваемое помещение;
– отсос вредных испарений от каждого рабочего места при массовых работах.
Для уменьшения опасности паяльников необходимо:
– не допускать перегрева паяльника;
– применять паяльник с регулировкой температуры (меньший ток во время того, как паяльник лежит на подставке, больший непосредственно во время паяния);
– предотвращать возможность передавливания, перетирания или касания нагретого тела (жала) токоведущего шнура паяльника.
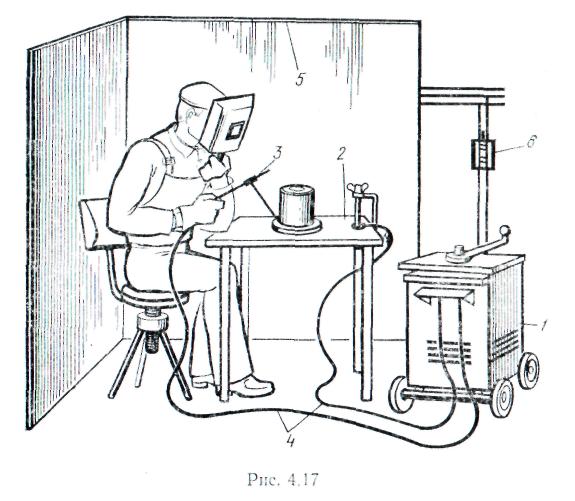
6. Электросварка
Электросварка – процесс получения неразъёмного соединения твёрдых металлов осуществляемый за счёт плавления металла и последующего остывания.
Применяется для сварки практически любых металлов и сплавов, при любой форме свариваемых деталей.
Разновидности:
1. бездуговая, методом контактного разогрева;
2. дуговая, угольным электродом на отрицательном токе и дуговая ручная;
3. автоматическая, плавящимися и не плавящимися электродами.
Пример: ТСК–500 вторичное напряжение равно 60÷65В, напряжение дуги примерно 20÷30В, пределы регулирования сварочного тока 165÷650А. Для применения установки сварочного тока на верхней крышке кожуха расположена шкала с делениями. Более точно сила тока определяется по амперметру.
Осциллятор преобразует ток промышленной частоты и низкого напряжения в ток высокой частоты (250÷300кГц) и высокое напряжение (2,5÷6кВ), подключается к трансформатору для обеспечения возбуждения сварочной дуги.
Пайка:
1.площадь электрического контакта соединяемых деталей, образуемая припоем, должна быть возможной;
2.возможные механические нагрузки на паяном соединении должны нести элементы конструкции соединяемых деталей, а не припой.
Тема 3: Соединение и оконцевание проводов.
План:
1. Требование, предъявляемое к контактным соединениям.
2. Материалы, инструменты и применяемые приспособления.
3. Способы оконцевания проводов опрессовкой и пайкой.
4. Разъемные соединения.
5. Брак и меры предупреждения
6. ТБ.
1. Требования, предъявляемые к контактным соединениям. Разъёмные и неразъёмные соединения. Применение.
Электрический контакт, образуемый при соединении проводов к зажимам или между собой должен отвечать следующим требованиям:
– надёжность при всех условиях эксплуатации, для которых предназначено устройство;
– быть стабильным и не вызывать дополнительного нагрева контактного соединения из-за потерь в контакте;
– тип габариты, простое устройство и требовать тип.
Контактные соединения в зависимости от назначения могут быть разъёмные и неразъёмные.
Разъёмные контакты применяют:
– при частных разборках контактного соединения (зажимы электромашин, зажимы РУ и т.д.);
– при выполнении контактного соединения на месте установки устройства и отсутствия удобств, для осуществления неразъёмного соединения (настенные выключатели, розетки и т.д.);
Неразъёмные соединения применяют:
– при отсутствии необходимости во время эксплуатации разборки контакта (соединения проводов, кабелей, постоянного ответвления проводов, соединения нескольких катушек, радиосхем и т.д.);
– при отсутствии доступа для осмотра состояния контактного соединения и т.д.
2. Материалы, инструменты и приспособления, применяемые при соединении, ответвлении и окольцевании проводов.
Для производительности работ используют различные инструменты и приспособления.
Для развязки отдельных медных и алюминиевых жил, а также бронированных и небронированных кабелей (пример: секторные ножницы).
Клетнёвка – для накладывания проволочных бандажей для закрепления брони кабеля (имеет вид деревянного бруска с рукояткой и полуобоймой).
При вращении клетнёвки вокруг кабеля бандажная проволока, проходя по её кривому каналу, натягивается.
Бронерезка – для надрезания стальной брони кабеля.
Спецножи с регулируемой глубиной резания – для кольцевых и спиральных, продольных надрезов свинцовых и алюминиевых оболочек кабеля.
Надрезы любого направления на пластмассовых оболочках производят с помощью монтёрского ножа с внутренней режущей кромкой.
Термоклещи – для удаления с токоведущих жил проводов пластмассовой изоляции. Губки клещей оборудованы набором кольцевых и продольных ножей для проводов с жилами сечением 1,5÷6мм². На губках установлены закрытые нагреватели, питаемые от источника 36 В.
Универсальные клещи – для снятия резиновой, пластмассовой и хлопчатобумажной изоляции проводов и кабелей сечением 0,75÷1,5мм². Они снабжены ножами для перекусывания жил.
При ступенчатой разделке каждую ступень разделывают и закрепляют бандажом. Ширина бандажа зависит от диаметра ступеней и обычно составляет 8÷12мм. В зависимости от требуемой прочности бандажи выполняют из вязальной оцинкованной проволоки диаметром до 1 мм,
крученым шпагатом диаметром 1 мм или суровой ниткой. По необходимости бандажи укрепляют клеем БФ.
Для оконцевания изоляции жил разделанных проводов и нанесения маркировки применяют маркировочные муфты, отрезки ПВХ трубок, изоляционные маркировочные оконцеватели целые и наборные, а так же наборные оконцеватели из липкой маркировочной ленты.
Так же используется сварка.
3.Способы оконцевания проводов опрессовкой, пайкой и электросваркой [1л., стр.192, рис 4,9; 4,10].
Опрессовку выполняют ручными клещами, механическим или гидравлическим прессом с помощью сменных пуансонов и матриц (в зависимости от сечения).
Пуансоны и матрицы подбирают по диаметру трубчатой части наконечника или соединительной гильзы.
Различают 2 способа опрессовки:
– местного вдавливания;
– сплошного обжатия.
Наиболее распространён первый способ. При опрессовке следят, чтобы лунки были соосны центру жилы и друг другу. Лунки делают на лицевой стороне наконечника.
Однопроволочные алюминиевые жилы сечением 2,5÷10мм² опрессовывают в гильзах типа ГАО.
Процесс: очищают до блеска жилы и гильзу, и сразу же смазывают кварцевой пастой. Опрессовывают и изолируют место опрессовки.
Жилы сечением 25÷120мм² и многопроволочных сечением 16÷240мм² опрессовывают в алюминиевых и медно-алюминиевых наконечниках ТА и ТАМ, опрессовку соединений – в алюминиевых гильзах [1л., стр.190, рис. 4,8].
Прессовку многопроволочных медных сечением 1,5÷2,5мм² выполняют пресс – клещами. Перед опрессовкой в кольцевом наконечнике снимают с конца жилы изоляцию на длине 25÷30мм². Зачищают жилу, скручивают плоскогубцами, выбирают соответственный пуансон, матрицу, наконечник, надевают наконечник с уложенной в него жилой на стержень пуансона так, чтобы жила выходила через желобок пуансона, производят отжим наконечника пресс – клещами до упора шайбы пуансона в торец матрицы.
При опрессовке гребенчатым пуансоном и матрицей, изоляцию снимают на длине 20÷25мм. Жилы не скручивают, а оборачивают двумя слоями медной или латунной фольги толщиной 0,2мм и шириной 18÷20мм. Отжимают места соединений один раз.
Опрессовку одно и многопроволочных проводов сечением 4÷240мм² выполняют в наконечниках 2М. Опрессовку медных наконечников и гильз
делают одним зубом на наконечнике (одно вдавливание), на гильзе – два вдавливания, по одному на каждый конец соединяемых жил.








