 2015-05-10
2015-05-10 975
975Работа № 4
Технологический процесс литья в песчано-глинистые формы
Цели работы
1. Ознакомление с различными способами изготовления литейных форм из песчано-глинистых смесей ручной формовкой.
2. Изучение особенностей и конструкции модельных комплектов для машинной формовки.
3. Ознакомление с технологическими операционными картами и правилами выполнения операционных эскизов.
Материалы и оборудование
Материалом для изготовления литейных форм являются песчано-глинистые смеси различны составов. При изготовлении литейных форм вручную используются инструменты, оснастка, универсальные и специальные приспособления:
- сито, совок, трамбовка, вентиляционная игла (душник) - для наполнения опок формовочной смесью, уплотнения смеси и накалывания вентиляционных каналов;
- опоки, подмодельные доски, кисти, щетки, подъемы, молотки, гладилки, крючки, ланцеты, ложечки, линейки - для установки, расколотки и извлечения моделей из полуформ, их отделки и сборки);
- модельные комплекты (модели отливок, литников, стояков, питателей, выпоров, коллекторов, шлакоуловителей) и стержневые ящики - для получения полостей в литейной форме.
Постановка задачи и исходные данные
В соответствии с поставленной целью, студент должен выполнить формовку по одному из следующих способов:
- ручная формовка в парных опоках по неразъемной модели;
- формовка с подрезкой;
- формовка в парных опоках по разъемной модели.
Содержание и порядок выполнения работы
Работа выполняется каждым студентом индивидуально, ее продолжительность - два часа.
По указанию преподавателя необходимо изготовить стержень в стержневом ящике и следующие литейные формы:
- диска по неразъемной модели в парных опоках (рис. 4.1);
- стойки по неразъемной модели в парных опоках с подрезкой (рис.4.2);
- большого подшипника по разъемной модели в парных опоках.
Формовка по неразъемной модели в парных опоках. Формовка включает последовательное выполнение следующих операций:
1. Набить нижнюю полуформу, для чего на плиту поставить модель, припылить графитом, установить опоку. Опоки заполнить формовочной смесью, уплотнить и наколоть газоотводные каналы. Уплотнение смеси по высоте опоки должно быть неоднородным: для получения четкого отпечатка формовочную смесь уплотнить вокруг модели. Верхнюю часть нижней опоки также плотно набить, но уже с целью обеспечения прочности полуформы, а середину для хорошей газопроницаемости набить с малой плотностью. Указанные требования к набивке опок необходимы для предотвращения образования газовых раковин, уменьшения пригара и улучшения качества поверхности отливки.
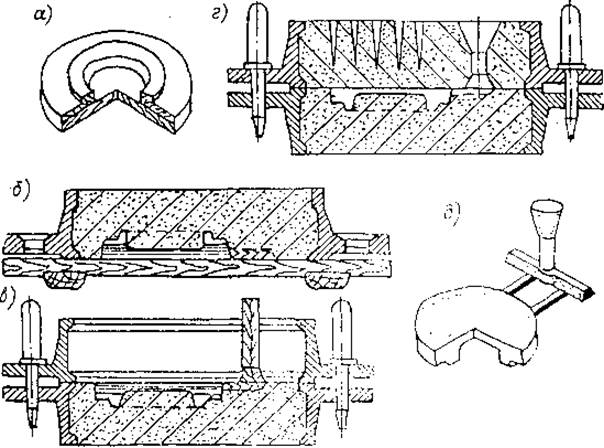
Рис. 4.1. Формовка в парных опоках по неразъемной модели: а - модель;
б - нижняя полуформа; в — верхняя полуформа; г - форма в сборе;
д – отливка.
2. Набитую нижнюю полуформу повернуть на 180°, установить на нее верхнюю опоку и модели литниковой системы, затем припылить графитом модель, поверхность разъема посыпать разделительным песком и набить формовочной смесью, как указано выше.
3. Разобрать форму, расшатать (расколотить) и извлечь модели отливки и литниковой системы. Предъявить готовую форму для контроля преподавателю. При необходимости произвести ремонт, отделку формы (сушку, окраску и т.п.).
Формовка с подрезкой в парных опоках включает последовательное выполнение технологических операций (рис.4.2). Формовка с подрезкой применяется при изготовлении литейных формы по неразъемным моделям более сложных отливок выпукло-вогнутых геометрических форм. При этом способе формовки модель прилегает к подмодельной доске не всей плоскостью, а только выступающей частью.
При набивке нижней полуформы в полость вогнутой части модели попадает формовочная смесь. После поворота нижней полуформы на 180ْ, для того чтобы извлечь модель, необходимо сделать подрезку, т. е. удалить из поднутрений формовочную смесь. Разъем формы получается фасонный. Фасонную поверхность разъема, как и обычную, плоскую необходимо посыпать разделительным песком, установить верхнюю опоку, модели литниковой системы и далее действовать по технологии формовки в парных опоках по неразъёмной модели.
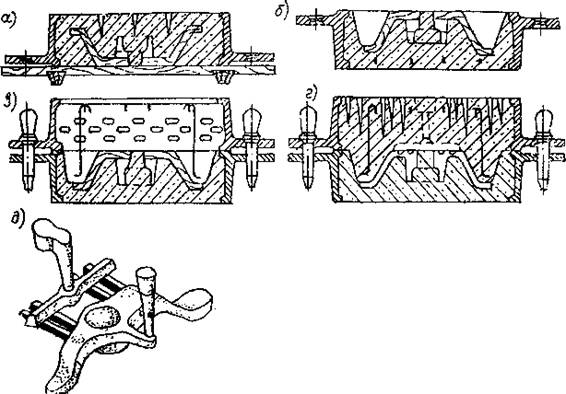
Рис. 4.2. Формовка в парных опоках с подрезкой: а - нижняя полуформа;
б - подрезка; в - установка верхней опоки; г - форма в сборе;
д - отливка.
Формовка в парных опоках по разъемной модели применяется для двояко-выпуклых деталей сложной геометрической формы (рис.4.3). Формовка включает последовательное выполнение следующих операций:
1. На модельную доску установить нижнюю половину модели с моделью питателей и опоку (а). Модель припылить графитом или другим припылом (в зависимости от заливаемого расплава) (б).
2. Через ситопроизвести засыпку модели в опоке просеянной облицовочной формовочной смесью слоем 15-40 мм (в). Оставшийся объем опоки заполнить наполнительной формовочной смесью (г). Набивку смеси в опоке произвести трамбовкой 5 плотно вокруг модели (д) и на поверхности (е). Излишек смеси срезать (ж) линейкой 6 и иглой 7 сделать вентиляционные каналы (з).
3. Полуформу вместе с модельной доской повернуть на 180°, спарить верхнюю половину модели с нижней и установить модели литниковой системы (литник, шлакоуловитель, выпор или прибыль). Модель припылить графитом, а плоскость разъема - сухим разделительным песком. Заполнить и набить формовочной смесью верхнюю опоку (и).
4. Форму раскрыть; в каждой полуформе границу между моделью и формовочной смесью смочить водой: установить винтовой подъем; произвести легкое раскачивание (расколотку) модели и извлечь ее из полуформы (к).
5. Произвести отделку (каждой полуформы).
6. В нижнюю полуформу установить вертикальный (горизонтальный) стержень.
7. Спарить опоки (л).
8. Предъявить готовую форму для контроля преподавателю (м).
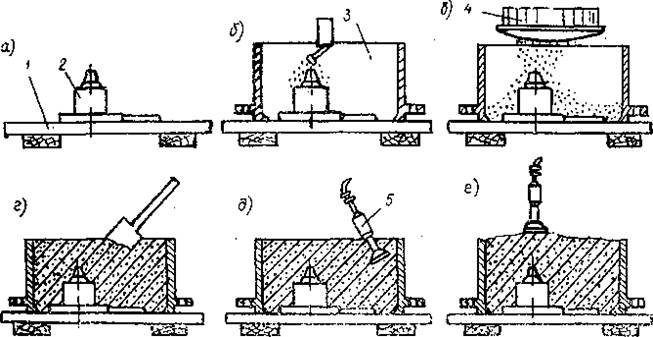
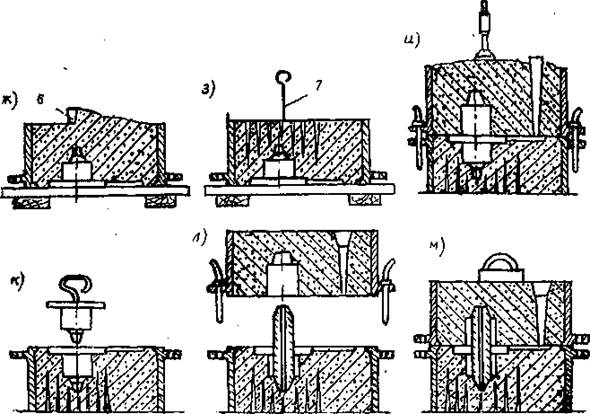
Рис. 4.3. Операционные эскизы.








